machining pmma parts solutions are available with stable quality control, flexible manufacturing capacity, and responsive technical support. Contact us for drawings review and quotation.

Expert CNC machining for PMMA/acrylic parts. Get stable quality, fast prototypes, and custom plastic components. Submit your drawings for a quote today. machining pmma parts
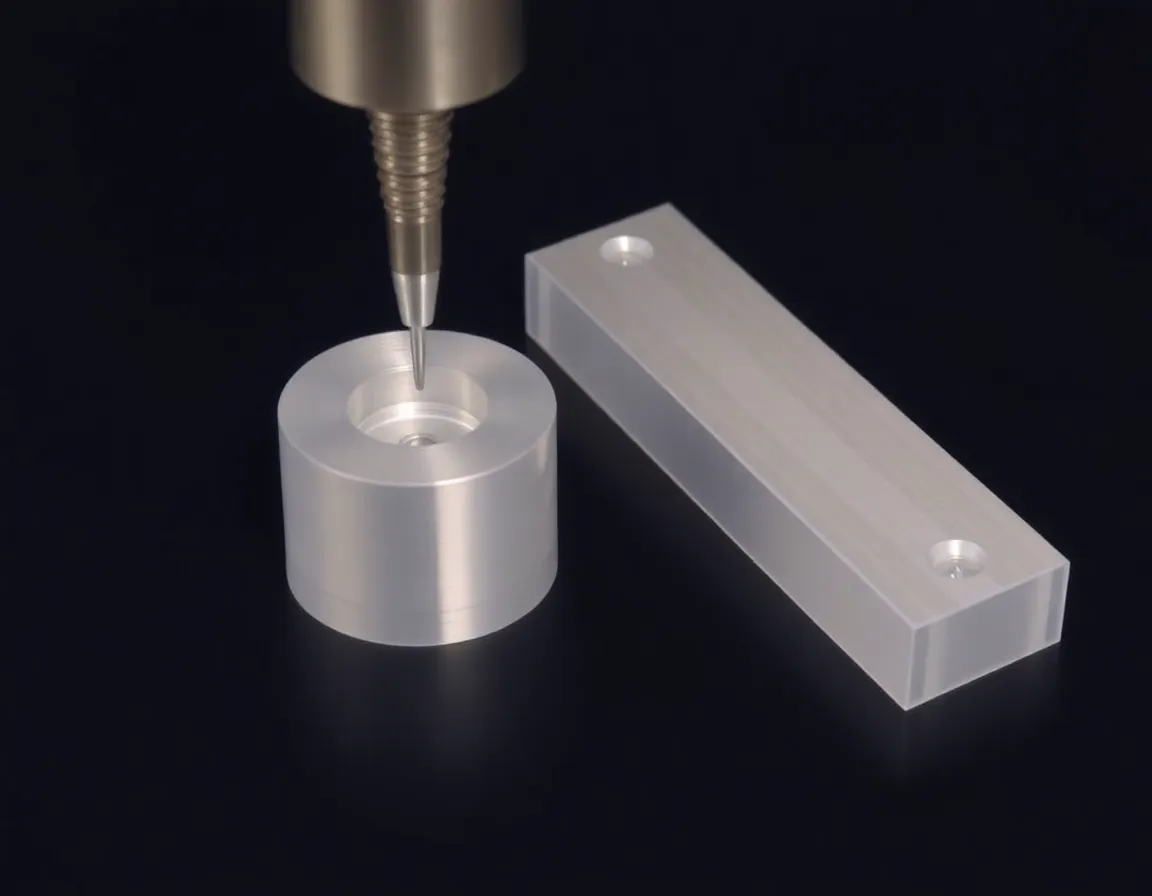
Machining yields exceptionally clear, polished parts with excellent light transmission for lenses and displays.
Achieve tight tolerances and intricate shapes not possible with molding for prototypes and custom parts.
Ideal for prototypes and small batches; no expensive molds needed, speeding time-to-market.
Parts resist moisture, UV light, and many chemicals, ensuring long-term durability outdoors and in labs.
machining pmma parts solutions are available with stable quality control, flexible manufacturing capacity, and responsive technical support. Contact us for drawings review and quotation.
PMMA, commonly known as acrylic or by trade names like Plexiglas, is a transparent thermoplastic polymer. It is widely used for machining pmma parts because it offers exceptional optical clarity (similar to glass but lighter), good weather resistance, and excellent dimensional stability. Unlike glass, it is shatter-resistant and can be easily machined into complex shapes with tight tolerances using CNC milling, turning, and laser cutting. This makes it ideal for applications requiring transparency and precision, such as lenses, light guides, display components, medical devices, and protective barriers. Its versatility and aesthetic finish make it a preferred material for both functional and decorative parts.
Machining PMMA parts typically involves CNC (Computer Numerical Control) processes like milling and turning. The material is securely fixtured, and computer-guided cutting tools precisely remove material to create the desired shape. Key to the process is using sharp, polished tools (often single-flute or diamond-tipped) and correct machining parameters. High spindle speeds with slow feed rates are used to prevent heat buildup, which can cause melting or surface cracking. Coolants are generally avoided as they can cause stress cracking; instead, compressed air is used to clear chips and cool the cut. For through-holes or intricate features, laser cutting is also a highly effective method, producing clean, polished edges with minimal post-processing required.
Machining PMMA parts offers several key benefits over other fabrication methods like injection molding. First, it allows for rapid prototyping and low-to-medium volume production without the high cost of molds. It provides exceptional dimensional accuracy and tight tolerances, crucial for technical components. The process yields excellent surface finishes and optical clarity directly from the machine, often requiring no additional polishing. Machining also enables great design flexibility, allowing for complex geometries, undercuts, and precise holes that might be challenging with molding. Furthermore, it uses standard cast or extruded acrylic sheets or rods, providing immediate access to a wide range of grades, colors, and thicknesses without long lead times for material sourcing.
A primary concern when machining PMMA parts is its tendency to melt, chip, or crack if not machined correctly. Heat buildup from friction is the main culprit, leading to melted edges or surface flaws. This is mitigated by using sharp, specialized tools, high RPMs, slow feed rates, and effective air cooling. Stress cracking is another issue, often triggered by internal material stress or contact with certain chemicals (like improper coolants). Using annealed, stress-relieved PMMA stock and avoiding aggressive clamping are preventive measures. To achieve optical clarity, tool marks must be minimized, which requires precise toolpath strategies and sometimes a final flame polishing or micro-milling pass. A skilled machinist with material-specific experience is crucial to navigate these challenges successfully.
The cost and lead time for machining PMMA parts depend on several factors. Part complexity is a major driver; intricate designs with tight tolerances, thin walls, or deep cavities require more machining time and careful handling, increasing cost. The quantity also affects price, with per-part cost typically decreasing for larger batches due to amortized setup time. Material grade and size (thickness, sheet size) influence raw material costs. Secondary operations like polishing, drilling tap holes, or protective packaging add to the timeline and price. Finally, the machine shop's capabilities and workload impact lead times. For simple designs, parts can be produced in days, while complex projects may take a few weeks. Providing detailed drawings and discussing requirements upfront ensures an accurate quote.
Our lab needed custom PMMA microfluidic chips with extremely tight tolerances. The machining was fla
Great work on a complex, thin-walled PMMA housing for a medical device. The finish was smooth and th
I've been burned before with melted edges and poor surface finishes on acrylic. This team knows thei
Ordered several hundred small PMMA spacers. Consistency across the batch was impressive, and the de-