
In the contemporary landscape of high-precision manufacturing, the demand for extreme accuracy has shifted from a specialized requirement to a standard expectation. Achieving tight tolerance wire edm results is now the benchmark for industries where even a micron-level deviation could lead to catastrophic system failure. Whether you are developing intricate aerospace components or microscopic medical implants, understanding the nuances of electrical discharge machining (EDM) is essential for maintaining a competitive edge. This guide explores the sophisticated world of wire erosion, focusing on how jucheng utilizes cutting-edge technology to meet the most rigorous engineering standards.
 Understanding the Mechanics of Tight Tolerance Wire EDM
Understanding the Mechanics of Tight Tolerance Wire EDM
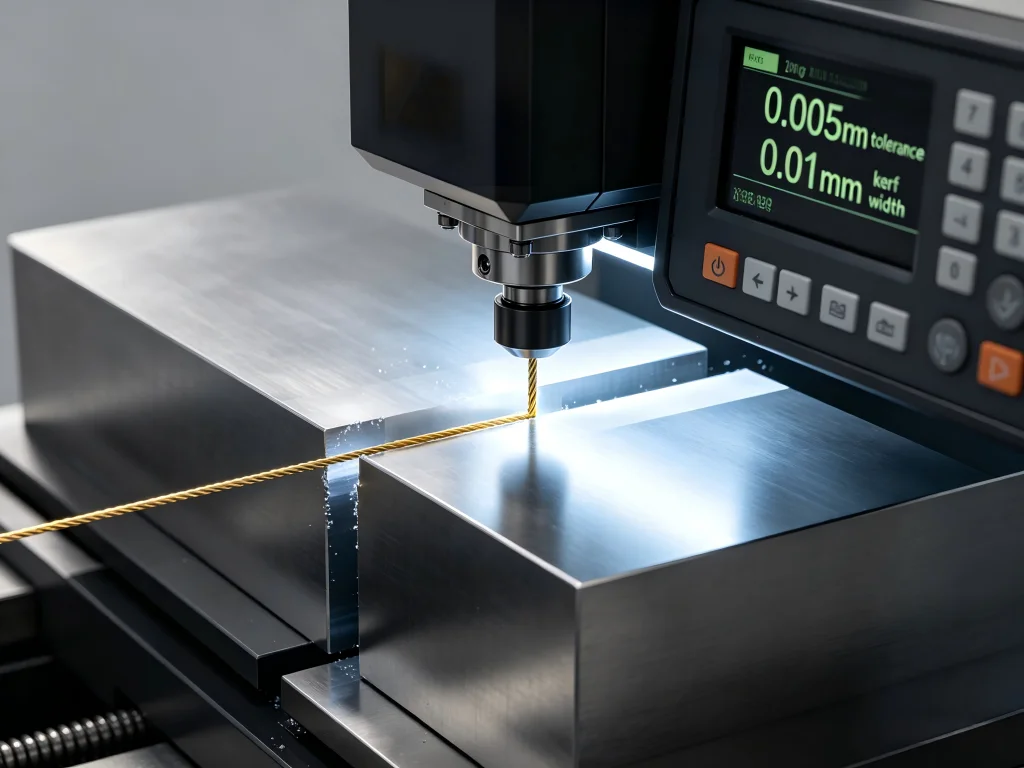
To appreciate the value of tight tolerance wire edm, one must first grasp the underlying physics of the process. Unlike traditional CNC milling, which relies on physical contact between a cutting tool and the workpiece, wire EDM uses a continuous thin copper or brass wire as an electrode. This wire never actually touches the material. Instead, a series of rapid electrical sparks are generated between the wire and the conductive workpiece, submerged in a dielectric fluid, typically deionized water.
The dielectric fluid serves three critical functions. First, it acts as an insulator until enough voltage is applied to create a spark. Second, it serves as a coolant to manage the thermal energy generated during the erosion process. Third, it flushes away the microscopic debris, often referred to as swarf, produced by the sparks. By controlling the frequency, intensity, and duration of these electrical pulses, a tight tolerance wire edm machine can carve through hardened metals with incredible precision, often achieving wire edm tolerances mm as small as 0.002mm to 0.005mm.
The precision of this method is largely due to the lack of mechanical force. Since there is no physical pressure exerted on the part, engineers may design extremely delicate features that would otherwise distort or break under the stress of a physical drill or end mill. This makes the process ideal for fragile geometries and materials that are too hard for conventional machining techniques.
Key Industry Applications: Where Precision Meets Purpose
The application of tight tolerance wire edm spans across several high-stakes sectors. While the technology is versatile, certain industries have become fundamentally dependent on the capabilities of a high-end tight tolerance wire edm machine to fulfill their design requirements.
Aerospace and Defense
In the aerospace sector, the margin for error is virtually non-existent. Components such as turbine blades, fuel nozzles, and actuator housings require edm wire tolerances that ensure perfect fitment under extreme thermal and mechanical stress. The ability to machine inconel, titanium, and other heat-resistant alloys with absolute repeatability is why many defense contractors turn to jucheng for their critical sub-assemblies.
Medical Device Manufacturing
The medical field often requires microscopic parts for surgical instruments, robotic surgery components, and orthopedic implants. When dealing with life-saving equipment, wire edm tolerances mm must be held to the highest standard to ensure biocompatibility and mechanical reliability. Wire EDM is particularly effective here because it leaves no burrs, reducing the need for secondary finishing processes that could alter the dimensions of a tiny part.
Tool and Die Industry
Precision dies and molds are the backbone of mass production. To create plastic injection molds or stamping dies that produce millions of identical parts, the master tool must be perfect. tight tolerance wire edm allows for the creation of sharp internal corners and complex shapes that are impossible to achieve with rotary tools. This ensures that the resulting consumer products meet their own strict quality benchmarks.
Factors That Influence EDM Wire Tolerances
Achieving consistent edm wire tolerances is not merely a matter of owning the right machine; it requires a holistic approach to the machining environment. Several variables could impact the final dimensions of a workpiece, and a professional shop like jucheng monitors these factors meticulously.
- Thermal Stability: Metal expands and contracts with temperature changes. A variance of just a few degrees in the dielectric fluid or the ambient air can cause a part to drift out of tolerance. Leading facilities use climate-controlled rooms to mitigate this risk.
- Wire Tension and Vibration: The wire must be held at a precise tension. If the wire vibrates or bows during the cut, it creates a “belly” in the center of the part, compromising the vertical accuracy. Advanced machines use dual-wire guides and sophisticated tensioning systems to prevent this.
- Spark Gap Control: The distance between the wire and the material, known as the spark gap, must be constant. Modern CNC controllers adjust the wire’s path in real-time to account for the “overcut” produced by the sparks.
- Material Homogeneity: The consistency of the metal being cut matters. Impurities or internal stresses in the raw material can cause the metal to “move” as it is being machined, affecting the wire edm tolerances mm.
Selecting the Right Tight Tolerance Wire EDM Machine
For procurement managers and engineers, choosing the right tight tolerance wire edm machine involves balancing speed, accuracy, and cost. It is helpful to understand the technical specifications that differentiate a standard machine from a high-precision one. Below is a comparison of typical specifications found in the industry.
| Feature | Standard Wire EDM | High-Precision Tight Tolerance EDM |
|---|---|---|
| Achievable Tolerance | +/- 0.01mm | +/- 0.002mm to 0.005mm |
| Surface Finish (Ra) | 0.8 µm to 1.2 µm | 0.1 µm to 0.4 µm |
| Wire Diameter Range | 0.20mm – 0.30mm | 0.05mm – 0.25mm |
| Drive System | Ball Screws | Linear Motors with Glass Scales |
| Control Precision | 1.0 Micron | 0.1 Micron |
When evaluating a partner, one should look for machines equipped with linear motors rather than traditional ball screws. Linear motors provide smoother movement and eliminate the “backlash” that can occur with mechanical gears, which is vital for maintaining tight tolerance wire edm across long production runs. Furthermore, the presence of an automatic wire threader (AWT) can significantly increase efficiency, especially for parts with numerous internal cavities.
Installation and Maintenance for Peak Performance
Even the best tight tolerance wire edm machine will fail to deliver results if it is not maintained with surgical precision. Maintenance in the EDM world is not just about oiling gears; it is about managing the chemistry of the process. One might find that the following protocols are standard practice in top-tier facilities like jucheng.
- De-ionization Resin Management: The dielectric water must have a specific conductivity. If the water becomes too conductive, the sparks will be erratic. Regularly replacing the de-ionization resin ensures the electrical environment remains stable.
- Power Feed Contact Inspection: The electrical current is transferred to the wire through energized contacts. These contacts wear down over time, creating grooves that can cause wire vibration. They must be indexed or replaced frequently to maintain edm wire tolerances.
- Filter Replacement: The swarf must be filtered out of the water. Clogged filters lead to poor flushing, which causes the wire to break or creates a “re-cast” layer on the surface of the part.
- Wire Guide Alignment: The upper and lower diamond guides must be perfectly aligned. Even a slight misalignment can result in tapers where a straight cut was intended. Regular calibration using laser alignment tools is often necessary.
Why Jucheng is the Preferred Choice for Tight Tolerance Wire EDM
When searching for a manufacturing partner on platforms like Reddit or Facebook, many engineers emphasize the importance of reliability and technical support. jucheng has built a reputation for excellence in the CNC field by combining advanced hardware with deep metallurgical expertise. Choosing jucheng for your tight tolerance wire edm needs offers several distinct advantages.
First, jucheng invests heavily in the latest tight tolerance wire edm machine technology. Our facility is equipped with machines that feature ultra-fine wire capabilities, allowing us to produce radii and internal details that other shops simply cannot handle. We understand that wire edm tolerances mm are the lifeblood of your project, and we utilize high-resolution glass scales to ensure every move is verified to the sub-micron level.
Second, our quality assurance process is robust. We are not just “cutting metal”; we are providing a certified solution. With ISO-compliant workflows and a fully equipped metrology lab, including CMM (Coordinate Measuring Machine) and optical comparators, we verify every edm wire tolerance before the part ever leaves our floor. This commitment to transparency and accuracy has made us a trusted partner for global leaders in the automotive and medical sectors.
Finally, the team at jucheng offers invaluable design-for-manufacturing (DFM) feedback. Our engineers may suggest minor adjustments to your CAD files that could improve the machinability of the part or reduce the cost without sacrificing the tight tolerance wire edm requirements. This collaborative approach ensures that the final product is not only precise but also optimized for its end-use application.
Frequently Asked Questions (FAQ)
What is the tightest tolerance achievable with wire EDM?
While standard shops might offer +/- 0.01mm, a specialist facility using a high-end tight tolerance wire edm machine can achieve tolerances as tight as +/- 0.002mm. However, achieving this requires a perfectly controlled environment and multiple “skim” passes to refine the surface and dimensions.
How does material hardness affect wire edm tolerances mm?
One of the greatest advantages of wire EDM is that material hardness has very little impact on the accuracy. Whether cutting soft aluminum or hardened tool steel, the electrical erosion process remains consistent. This makes it the preferred method for machining tungsten carbide or hardened D2 steel where tight tolerance wire edm is required.
Why is deionized water used instead of oil?
Most tight tolerance wire edm machine units use deionized water because it has excellent cooling properties and is more effective at flushing the gap at high speeds. Oil is sometimes used in specialized “micro-EDM” for even better surface finishes, but for most industrial edm wire tolerances, water is the industry standard due to its balance of speed and precision.
Can wire EDM produce a mirror finish?
Yes, by performing multiple skim passes with reduced energy settings, a tight tolerance wire edm process can achieve a very high surface finish, often below 0.2 Ra. This often eliminates the need for manual polishing, which is critical for maintaining the dimensional integrity of the part.
What are the limitations of wire EDM in terms of part size?
The main limitation is the travel of the machine’s axes and the height of the wire column. While jucheng can handle significantly large workpieces, the most extreme wire edm tolerances mm are typically easier to maintain on smaller, more manageable components where thermal expansion is less of a factor.
Is wire EDM cost-effective for high-volume production?
While wire EDM is generally slower than stamping or milling, it is highly cost-effective for high-complexity parts where the cost of a failed part is high. It is also excellent for “stack cutting,” where multiple thin plates are cut simultaneously, maintaining the same tight tolerance wire edm across all pieces in the stack.
Conclusion: Driving Innovation Through Precision
In a world where technology is constantly shrinking and becoming more complex, the role of tight tolerance wire edm cannot be overstated. From the depths of the ocean to the vacuum of space, the components produced by a tight tolerance wire edm machine are the silent heroes of modern engineering. By focusing on the critical factors of thermal stability, machine maintenance, and expert operation, jucheng continues to push the boundaries of what is possible in metal fabrication.
If you are facing a manufacturing challenge that requires uncompromising accuracy and a partner who understands the nuances of edm wire tolerances, look no further than the experts at jucheng. We invite you to explore our capabilities and see how our commitment to wire edm tolerances mm can bring your most ambitious projects to life.
Ready to Elevate Your Production Precision?
Don’t settle for “close enough” when you can have absolute precision. Contact jucheng today for a technical consultation on your next tight tolerance wire edm project. Our engineering team is ready to help you achieve the impossible.
Visit us at www.jccncmachining.com to request a quote or learn more about our advanced CNC capabilities.