
In the evolving landscape of precision manufacturing, the demand for tighter tolerances and increasingly complex geometries has pushed traditional machining to its limits. This is where fine wire edm emerges as a critical technology. Often referred to as the pinnacle of non-contact machining, this process allows engineers to slice through hardened materials with a level of delicacy and accuracy that was once thought impossible. Whether you are developing micro-medical components or intricate aerospace parts, understanding the nuances of thin wire edm is essential for staying competitive in today’s high-tech industrial environment.
At Jucheng, we have observed a significant shift in how global manufacturers approach micro-machining. On platforms like Reddit and various machining forums, professionals often debate the trade-offs between speed and surface finish. The consensus among experts is clear: when the margin for error is measured in microns, fine wire edm is the only viable path forward. This guide will explore the mechanics, applications, and strategic advantages of utilizing this advanced CNC technology.
 The Technical Foundation: What is Wire Cut EDM?
The Technical Foundation: What is Wire Cut EDM?
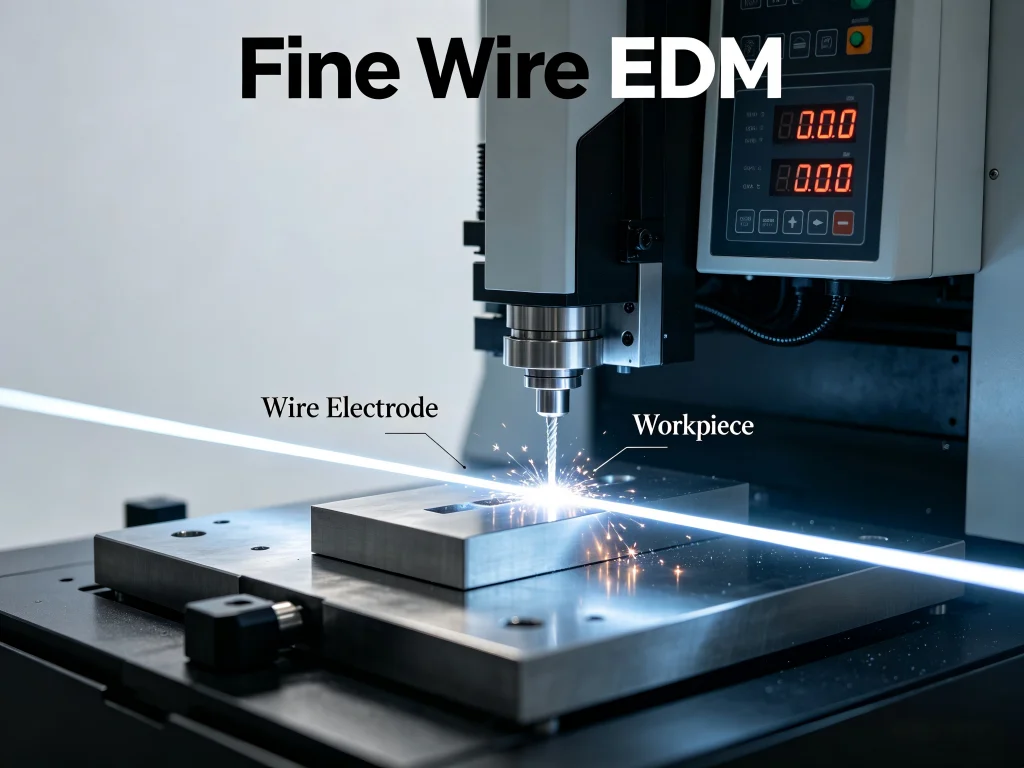
To appreciate the capabilities of this technology, one must first understand the wire edm full form: Electrical Discharge Machining. Unlike a milling cutter that physically removes chips from a workpiece, fine wire edm uses a continuous thin strand of wire, typically made of brass or specialized coated alloys, to create electrical sparks between the wire and the workpiece. These sparks generate intense localized heat, eroding the material in a controlled manner.
The entire process takes place in a dielectric fluid bath, which serves two primary purposes. First, it acts as an insulator until a specific voltage is reached, allowing the spark to jump. Second, wire edm flushing is used to wash away the microscopic debris, or “swarf,” from the cutting zone. Without efficient flushing, the accumulated particles could cause secondary discharges, which might compromise the precision and surface integrity of the part. This non-contact nature ensures that there is no mechanical force exerted on the workpiece, making it ideal for fragile or extremely hard materials.
The Mechanics of Wire EDM Machine Design
Modern wire edm machine design focuses heavily on stability and thermal compensation. Because the wires used in thin wire edm can be as small as 0.02mm to 0.1mm in diameter, even the slightest vibration or temperature fluctuation could lead to wire breakage. Leading manufacturers like Jucheng integrate advanced motion control systems that monitor the spark gap in real-time. If the system detects a potential short circuit or a change in material density, it automatically adjusts the feed rate and power settings to maintain a stable cut.
Furthermore, the tensioning system in these machines is a marvel of engineering. Keeping a wire thinner than a human hair at a constant tension while it travels at high speeds requires sophisticated sensors and feedback loops. This design focus is what allows for the extreme verticality and straightness found in fine wire edm parts, even when dealing with significant workpiece thicknesses.
Evaluating Performance: How Accurate is Wire EDM?
One of the most frequent questions asked by procurement managers in wire edm malaysia hubs and North American machine shops is: how accurate is wire edm really? In a production environment, fine wire edm can comfortably achieve tolerances of +/- 0.002mm. In specialized laboratory conditions or ultra-high-end facilities, it is possible to reach even tighter specifications. The accuracy is influenced by several variables, including the wire diameter, the material being cut, and the number of “skim cuts” performed.
A skim cut is a secondary or tertiary pass where the machine uses lower power settings to shave off minute amounts of material. This process refines the surface finish and corrects any slight deviations from the initial “roughing” pass. For industries where “near-perfect” is the baseline, such as the semiconductor or surgical instrument sectors, the ability to control the spark gap with such granularity is what makes thin wire edm the preferred choice over micro-milling or laser cutting.
Comparing EDM Wire Types and Their Impact
Selecting the right edm wire types is a critical decision that affects both cost and quality. Not all wires are created equal, and the choice often depends on the specific requirements of the project. Below is a comparison of common materials used in the industry:
| Wire Type | Material Composition | Primary Advantage | Typical Application |
|---|---|---|---|
| Standard Brass Wire | Copper and Zinc | Cost-effective and versatile | General purpose tooling and dies |
| Zinc-Coated Wire | Brass core with Zinc coating | Faster cutting speeds | High-volume production runs |
| High-Strength Tungsten | Pure Tungsten | Extreme tensile strength | Thin wire edm (under 0.05mm) |
| Molybdenum Wire | Pure Moly | High melting point | Reusable wire systems |
When working with edm wire cut wire, the core strength is vital. If the wire lacks sufficient tensile strength, it could stretch or break under the tension required to keep the cut straight. This is particularly important in fine wire edm, where the wire is so delicate that any inconsistency in the material could result in a failed part.
Core Application Scenarios for Fine Wire EDM
The versatility of fine wire edm allows it to cross multiple industry boundaries. While it is often associated with the tool and die industry, its reach has expanded significantly due to the miniaturization of technology.
- Medical Device Manufacturing: Creating surgical tools, implants, and robotic components where biocompatibility and precision are non-negotiable. The ability to cut Nitinol and other specialized alloys without introducing heat-affected zones is a major plus.
- Aerospace and Defense: Machining complex turbine blades, fuel nozzles, and satellite components. These parts often require intricate internal geometries that are impossible to reach with traditional tools.
- Electronics and Semiconductors: Producing lead frames, connectors, and micro-molds for plastic housings. The thin wire edm process ensures that the sharp corners and micro-slots are crisp and burr-free.
- Automotive Engineering: High-precision gears, splines, and fuel injection components benefit from the superior surface finish and dimensional stability provided by wire cut edm.
At Jucheng, we often help clients navigate these applications by providing tailored solutions that balance cycle time with the stringent quality requirements of these sectors. Whether you are located in a manufacturing hub or a specialized research lab, the principles of fine wire edm remain the same: control the spark, control the quality.
Why Partnering with Jucheng Makes the Difference
In a market saturated with options, Jucheng distinguishes itself through a commitment to technical excellence and customer-centric innovation. Choosing a provider for fine wire edm services involves more than just looking at the price per hour; it requires an evaluation of the provider’s equipment, expertise, and quality control systems.
Jucheng utilizes the latest wire edm machine design to ensure that every project, regardless of complexity, meets the highest standards. Our facility is equipped with high-speed, high-precision machines capable of handling thin wire edm tasks that other shops might decline. Our technical team understands the nuances of wire edm flushing and parameter optimization, ensuring that we achieve the best possible surface finish with minimal wire breakage.
Furthermore, our global logistics network, including specialized support for regions like wire edm malaysia, ensures that your parts are delivered on time, every time. We don’t just provide a service; we provide a partnership. From the initial design-for-manufacturability (DFM) consultation to the final quality inspection, Jucheng is dedicated to the success of your project.
Installation and Maintenance Tips for Fine Wire EDM
For shops looking to bring fine wire edm capabilities in-house, proper installation and rigorous maintenance are the keys to longevity and performance. These machines are sensitive instruments and should be treated as such.
1. Environment Control: The machine should be placed in a temperature-controlled room. Thermal expansion of the machine casting or the workpiece can lead to errors that exceed the tolerance limits of thin wire edm. A variation of even 2 degrees Celsius can be the difference between a passed part and a scrap piece.
2. Water Quality Management: Since dielectric fluid is usually deionized water, the resin system must be monitored closely. The conductivity of the water directly affects the spark stability. Regularly replacing filters and resin ensures that wire edm flushing remains effective and clean.
3. Power Feed Contact Maintenance: The points where electricity is transferred to the wire (power feed contacts) wear out over time. If these are not rotated or replaced regularly, the spark will become unstable, leading to poor surface finishes and potential wire breaks.
4. Guide Alignment: The diamond guides that position the wire are the “eyes” of the machine. Any debris buildup or wear in these guides will immediately impact the accuracy. Routine cleaning with ultrasonic baths may be required for high-precision fine wire edm work.
Frequently Asked Questions (FAQ)
1. What is the difference between standard and fine wire edm?
The primary difference lies in the wire diameter. Standard EDM typically uses wire from 0.2mm to 0.3mm. Fine wire edm uses wires ranging from 0.02mm to 0.1mm, allowing for much tighter internal radii and finer details in micro-components.
2. Can fine wire edm cut non-conductive materials?
Generally, no. Because the process relies on electrical sparks, the workpiece must be electrically conductive. However, some advanced ceramics can be machined if they have a conductive dopant, but standard plastics or glass cannot be processed using wire cut edm.
3. How does wire edm flushing affect the final part?
Effective flushing is crucial for removing eroded particles from the gap. If flushing is poor, these particles can cause “arcing,” which damages the surface finish and can lead to the wire snapping. Proper wire edm flushing ensures a stable and predictable cutting process.
4. Why is the wire not reused in most wire edm machine design?
In most high-precision systems, the wire is used only once because the spark erosion process damages the wire surface and reduces its diameter. Reusing the wire would compromise the accuracy and consistency of the cut. However, some machines in specific markets use molybdenum wire which can be reused multiple times.
5. Is thin wire edm slower than standard EDM?
Yes, typically it is. Because the wire is thinner, it cannot carry the same amount of current as a thicker wire without breaking. Therefore, the material removal rate is lower. However, the trade-off is the ability to achieve much higher precision and smaller features.
6. What are the most common edm wire types used in the industry?
Brass wire is the most common due to its balance of conductivity and strength. For fine wire edm, engineers may opt for zinc-coated brass or high-tensile strength tungsten wire to prevent breakage at very small diameters.
7. Does wire cut edm produce a heat-affected zone (HAZ)?
Because it is a thermal process, there is a very thin recast layer and a microscopic heat-affected zone. However, compared to laser cutting or plasma cutting, the HAZ in fine wire edm is significantly smaller and can often be removed during the skim cut process.
If you are looking for a reliable partner to handle your most challenging micro-machining projects, Jucheng is here to help. Our expertise in fine wire edm and commitment to quality ensure that your designs are brought to life with unparalleled precision. Contact us today to discuss your specific requirements and discover how our advanced CNC solutions can elevate your manufacturing process.
For more information on our capabilities and to see examples of our work, please visit our website at Jucheng CNC Machining.