
If you have ever specified carbon filled PEEK machining for a critical component, you already know the knot in your stomach that comes with it. The material is extraordinary—stiff as aluminum, light as plastic, and chemically bulletproof. But getting it off the machine tool with the right dimensions, surface finish, and no hidden stress fractures? That is a different story entirely. Engineers and procurement professionals across aerospace, medical devices, and high-performance automotive sectors consistently report the same frustration: the material performs brilliantly in service, but the journey from raw stock to finished part is fraught with warpage, tool wear, and rejected batches. This guide addresses that problem head-on, walking through what makes carbon filled PEEK so challenging to machine, how to approach it systematically, and why partnering with an experienced CNC shop like Jucheng can transform a high-risk project into a reliable production stream.
 The Problem: Why Carbon Filled PEEK Machining Feels Like Wrestling with a Ghost
The Problem: Why Carbon Filled PEEK Machining Feels Like Wrestling with a Ghost
Let us start with what engineers say on forums like Reddit’s r/Machinists and various Facebook manufacturing groups. The conversations follow a predictable pattern. Someone posts a photo of a beautiful carbon-filled PEEK part fresh off the machine, and the comments flood in: “What speeds and feeds did you run?” “How many endmills did you burn through?” “Did you anneal it first?” The collective wisdom is that carbon filled PEEK is a material that punishes ignorance and rewards preparation. One machinist described it as “machining a block of abrasive rubber that also happens to be as stiff as metal.” Another noted that “you can hit your numbers on the first piece, but the second one moves 0.005 inches because the stress relieved itself overnight.”
The core issue lies in the material’s dual nature. Carbon filled PEEK material combines a semi-crystalline thermoplastic matrix—polyether ether ketone—with short carbon fibers that typically constitute 30% of the weight. The PEEK matrix provides toughness, chemical resistance, and the ability to withstand continuous service temperatures up to 260°C (500°F). The carbon fibers deliver exceptional stiffness, wear resistance, and thermal conductivity. Together, they create a composite that outperforms many metals in strength-to-weight ratio. But the same properties that make the material desirable also make it difficult to machine.
The carbon fibers are abrasive. They wear down cutting tools faster than unfilled PEEK or most metals. The PEEK matrix has a relatively low glass transition temperature—around 143°C—which means it softens and becomes gummy if cutting temperatures rise too high. When the matrix softens, it can smear across the cutting edge, leading to built-up edge, poor surface finish, and dimensional inaccuracy. The heterogeneous structure of “strong-brittle” carbon fibers and “soft-tough” resin creates a unique set of machining challenges that do not exist with homogeneous materials.
Then there is the issue of internal stress. PEEK stock—whether extruded or compression molded—contains locked-in stresses from the manufacturing process. You cannot see them. You cannot measure them with conventional inspection tools. But the moment you start removing material, those stresses redistribute. The part moves. A feature that was perfectly positioned in the setup ends up shifted. Flat surfaces become bowed. Holes go out of round. This is the “ghost” that experienced machinists talk about—the invisible force that turns a seemingly straightforward job into a scrap bin.
Surface quality is another recurring pain point. Can carbon fiber be machined to a smooth finish? Yes, but it requires specific strategies. Micro-cracking and edge chipping are common, especially at entry and exit points where the cutting tool engages and disengages the material. These defects may be invisible to the naked eye but can compromise mechanical performance or create contamination risks in sensitive environments like medical implants or semiconductor manufacturing.
The problem, in short, is that carbon filled PEEK machining demands a level of discipline, equipment, and expertise that many job shops simply do not possess. The material does not forgive shortcuts. It does not tolerate guesswork. And it certainly does not reward the “run it like aluminum” approach that works for less demanding plastics.
The Solution: A Systematic Approach to Carbon Filled PEEK Machining
The good news is that carbon filled PEEK is entirely machinable. The material’s machinability is rated as good by major suppliers like Ensinger, provided the right techniques are applied. The difference between success and failure comes down to a handful of critical factors: material preparation, tool selection, cutting parameters, and machine capability. Let us examine each in detail.
Material Preparation: The Annealing Imperative
If there is one step that separates professional carbon filled PEEK machining from amateur attempts, it is annealing. The process involves heating the raw stock to a specific temperature—typically just below the glass transition—holding it there for several hours, and then cooling it slowly and uniformly. This allows the internal stresses to relax before any material is removed.
Why does this matter? Consider what happens when you skip annealing. You load a block of carbon filled PEEK into the machine, indicate it in, and cut your first feature. The dimensions check out. You cut the second feature. Still good. But as you remove more material, the stress distribution changes. The block, which was under tension or compression in certain regions, begins to relieve that stress by moving. The result is a part that may not meet tolerance, even though every individual cut was made correctly.
Some shops anneal twice—once before roughing and again before finishing. This approach, while more time-consuming, yields the highest dimensional stability. The key is to recognize that annealing is not optional for tight-tolerance carbon filled PEEK components. It is a requirement.
Tool Selection: Fighting Abrasion with Geometry and Coating
The carbon fibers in carbon filled PEEK material are abrasive. They act like fine sandpaper against the cutting edge. Uncoated carbide tools will wear rapidly, leading to poor surface finish and eventual tool failure. The solution is to use tools with appropriate coatings—diamond-like carbon (DLC) or polycrystalline diamond (PCD) are common choices—and geometries designed for plastics.
Sharp cutting edges are essential. A hone or edge preparation that works well for metals will create excessive rubbing and heat in carbon filled PEEK. The tool should have a positive rake angle to shear the material cleanly rather than pushing it. Two-flute endmills are often preferred over four-flute designs because they provide more chip clearance and reduce the risk of recutting chips—a phenomenon that can generate enough heat to soften the PEEK matrix.
For drilling operations, the helix angle of the drill matters. Research has shown that helix angles of 20°, 30°, and 40° produce different results in terms of burr formation and delamination. The optimal choice depends on the specific application and the required hole quality. Double-angle drills have been developed specifically to mitigate burr and delamination damage in carbon fiber reinforced PEEK composites.
Cutting Parameters: Balancing Heat and Productivity
Heat is the enemy in carbon filled PEEK machining. When the PEEK matrix reaches its glass transition temperature, it softens and becomes more ductile. This increases the tendency for built-up edge formation and reduces the effectiveness of the cutting action. The challenge is to remove material efficiently without generating excessive heat.
This typically means using moderate spindle speeds and relatively high feed rates. The high feed rate ensures that the cutting tool spends less time in contact with the material, reducing heat accumulation. The moderate spindle speed keeps the cutting edge from generating excessive friction. The exact parameters depend on the specific grade of carbon filled PEEK, the tooling being used, and the machine’s capabilities.
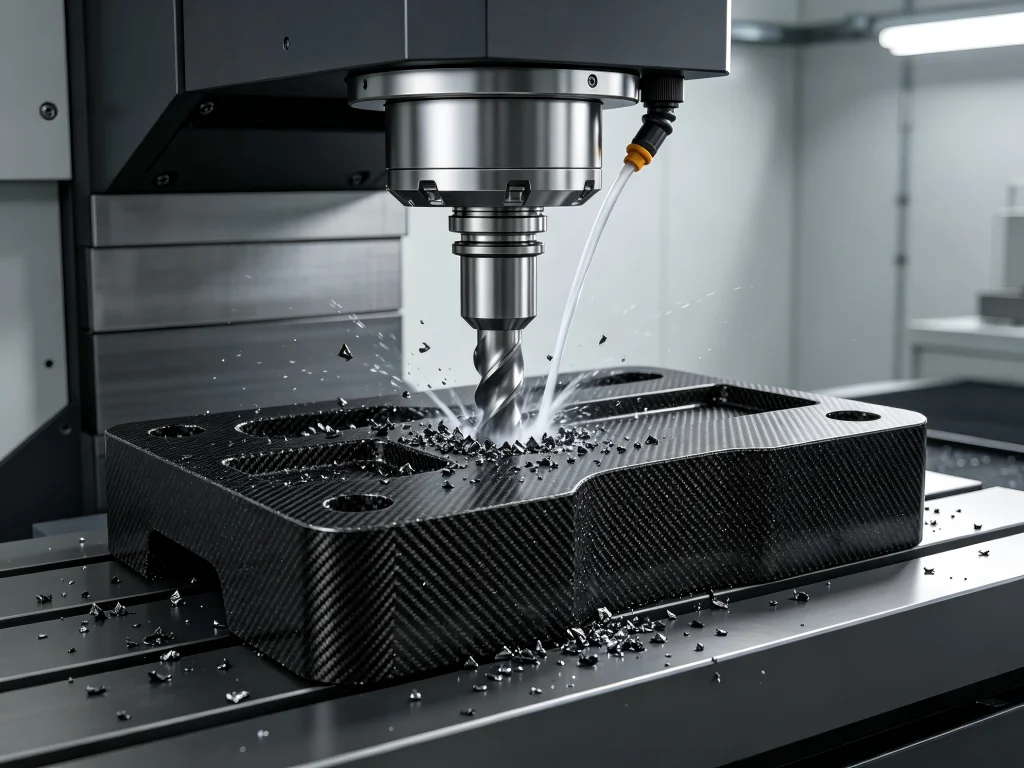
Dry cutting is common for carbon filled PEEK because the carbon fibers can absorb cutting fluid, potentially affecting the material’s properties. However, dry cutting can lead to lower machining efficiency due to the material’s high ductility and poor thermal conductivity. Some shops use minimum quantity lubrication (MQL) or chilled air to provide cooling without the risks associated with flood coolant. Advanced techniques like laser-assisted milling have also been explored, with optimal parameters including fiber orientation, laser power, and spindle speed combinations that minimize damage.
Machine Capability: Rigidity and Precision Matter
The machine tool itself is a critical variable. Carbon filled PEEK is a relatively soft material compared to metals, but it requires high spindle rigidity to maintain dimensional accuracy. A machine with excessive runout or poor thermal stability will produce inconsistent results, regardless of the tooling or parameters used.
Five-axis CNC machining offers significant advantages for complex carbon filled PEEK components. The ability to position the tool at optimal angles reduces tool deflection and improves surface finish. It also enables the machining of features that would require multiple setups on a three-axis machine—and every setup change introduces the risk of misalignment and stress redistribution.
Jucheng Precision, based in the Shenzhen manufacturing hub, operates a fleet of advanced CNC machines capable of handling the demands of carbon filled PEEK machining. The company’s facility processes premium PEEK grades—from virgin to carbon-filled and implantable grades—delivering mission-critical components for medical, aerospace, and oil and gas industries.
Why Choose Jucheng for Carbon Filled PEEK Machining
Not every CNC shop is equipped to handle carbon filled PEEK successfully. The material demands a combination of technical knowledge, process discipline, and equipment capability that many shops lack. Jucheng Precision has built its reputation on exactly this type of challenging work.
The company’s expertise in PEEK machining is extensive. They process over 30 different materials and employ 5-axis CNC machining methods to create high-performance precision components. Their approach to carbon filled PEEK is systematic and data-driven. They understand the material’s “personality”—the way it responds to cutting forces, the importance of annealing, and the specific tooling geometries that yield the best results.
Jucheng’s quality control processes are equally rigorous. The company maintains tight tolerances and employs comprehensive inspection methods to verify that every part meets specifications. For industries like aerospace and medical devices—where carbon filled PEEK components are common—this level of quality assurance is non-negotiable.
The company also offers a range of surface finishing services, including polishing, anodizing, and bead blasting, that can enhance the performance and appearance of carbon filled PEEK parts. This vertical integration means customers can source complete, finished components from a single supplier, reducing lead times and simplifying the supply chain.
Perhaps most importantly, Jucheng approaches each carbon filled PEEK machining project with a problem-solving mindset. The company’s engineers work closely with customers to understand the application requirements, select the appropriate grade of material, and develop a machining strategy that balances quality, cost, and delivery. This collaborative approach has made Jucheng a trusted partner for companies across a wide range of industries.
Key Applications of Carbon Filled PEEK
The properties of carbon filled PEEK—high stiffness, excellent wear resistance, thermal conductivity, and electrical dissipative behavior—make it suitable for a wide range of demanding applications. Understanding where and how the material is used provides context for why carbon filled PEEK machining matters.
Aerospace Components
The aerospace industry values carbon filled PEEK for its strength-to-weight ratio and thermal stability. Components such as brackets, housings, and structural supports benefit from the material’s ability to replace metal without adding weight. The material’s resistance to chemicals and fluids commonly found in aircraft environments makes it particularly attractive for applications near engines or hydraulic systems.
High-Performance Automotive
In automotive applications, carbon filled PEEK is used for pistons, seals, bearings, and other components subjected to high stress and temperature. The material’s wear resistance and low friction coefficient contribute to longer component life and reduced maintenance requirements. As automotive manufacturers continue to pursue weight reduction and efficiency improvements, the use of carbon filled PEEK is likely to grow.
Medical Devices
While virgin PEEK is more commonly used for implantable medical devices due to its biocompatibility, carbon filled PEEK finds applications in surgical instruments and medical equipment where stiffness and wear resistance are paramount. The material’s radiolucency—transparency to X-rays—is preserved to some degree even with carbon filling, making it useful for applications where imaging compatibility is important.
Semiconductor and Electronics
The statistically dissipative nature of carbon filled PEEK makes it valuable in semiconductor manufacturing and electronics assembly. Components such as wafer carriers, test sockets, and handling tools benefit from the material’s ability to prevent electrostatic discharge (ESD) damage to sensitive electronic devices.
Oil and Gas
Downhole tools and sealing components in oil and gas extraction must withstand high temperatures, high pressures, and corrosive environments. Carbon filled PEEK meets these demands, offering a metal-free alternative that reduces weight and eliminates corrosion concerns. The material’s hydrolysis resistance ensures reliable performance in the presence of water and steam.
Material Properties at a Glance
For engineers evaluating carbon filled PEEK for a specific application, the material’s properties provide the foundation for decision-making. The following table summarizes key characteristics of a typical 30% carbon-filled PEEK grade.
| Property | Typical Value | Test Method | Significance for Machining |
|---|---|---|---|
| Tensile Strength | 207–218 MPa (30,000–31,600 psi) | ASTM D638 / ISO 527 | Indicates cutting forces required |
| Elongation at Break | 1.5–5% | ASTM D638 | Brittle behavior influences chip formation |
| Flexural Strength | 297–310 MPa (43,100–45,000 psi) | ASTM D790 | Relevant for structural applications |
| Hardness (Rockwell R) | 118 | ASTM D785 | Abrasive nature affects tool life |
| Continuous Service Temperature | Up to 260°C (500°F) | — | Heat management during machining |
| Thermal Conductivity | Enhanced vs. virgin PEEK | — | Affects heat dissipation during cutting |
| Electrical Resistivity | Statistically dissipative | — | ESD protection in electronics applications |
These properties demonstrate why carbon filled PEEK is such a compelling engineering material—and why carbon filled PEEK machining requires a thoughtful, disciplined approach.
Frequently Asked Questions About Carbon Filled PEEK Machining
The following questions reflect the most common concerns raised by engineers, procurement professionals, and machinists in online forums and industry discussions. They address the practical realities of working with this demanding material.
1. Is carbon filled PEEK difficult to machine?
Carbon filled PEEK is more challenging to machine than unfilled PEEK or most common engineering plastics. The carbon fibers are abrasive, leading to accelerated tool wear, and the material’s tendency to generate heat during cutting requires careful parameter selection. However, with the right tooling, parameters, and machine capability, it can be machined successfully. The key is to approach it with respect and preparation rather than treating it like a standard plastic.
2. What tooling is recommended for carbon filled PEEK machining?
Carbide tools with diamond-like carbon (DLC) or polycrystalline diamond (PCD) coatings are commonly recommended. The cutting edges should be sharp, with positive rake angles to shear the material cleanly. Two-flute endmills are often preferred for their chip clearance. Tool geometry and coating significantly impact tool life and surface quality in carbon filled PEEK applications.
3. Do I need to anneal carbon filled PEEK before machining?
For tight-tolerance components, annealing is strongly recommended. The process relieves internal stresses in the raw stock, preventing dimensional movement during and after machining. Skipping annealing is a common cause of rejected parts, as the material can warp or shift as material is removed. Some shops anneal twice—before roughing and before finishing—for maximum stability.
4. Can carbon filled PEEK be machined dry?
Dry machining is common for carbon filled PEEK because the carbon fibers can absorb cutting fluid, potentially affecting the material’s properties. However, dry cutting can lead to heat-related issues due to the material’s low thermal conductivity. Some shops use minimum quantity lubrication (MQL) or chilled air to provide cooling without the risks of flood coolant.
5. What are the main challenges in drilling carbon filled PEEK?
Drilling carbon filled PEEK is prone to burr formation and delamination due to coupled thermal-mechanical effects. The heterogeneous structure of carbon fibers and PEEK matrix creates challenges for hole quality. Specialized drill geometries, such as double-angle drills, have been developed to mitigate these issues. Helix angle selection also affects drilling performance.
6. How does carbon filled PEEK compare to virgin PEEK for machining?
Carbon filled PEEK is stiffer and more wear-resistant than virgin PEEK but also more abrasive to cutting tools. The carbon fibers increase the material’s strength and thermal conductivity but make it more challenging to achieve fine surface finishes. Virgin PEEK has higher toughness and elongation, making it more forgiving in some machining operations. The choice between grades depends on the application requirements.
7. What industries use carbon filled PEEK components?
Carbon filled PEEK components are used in aerospace, high-performance automotive, medical devices, semiconductor manufacturing, and oil and gas extraction. The material’s combination of stiffness, wear resistance, thermal stability, and chemical resistance makes it valuable in any application where metal replacement is desirable.
8. How does Jucheng approach carbon filled PEEK machining differently?
Jucheng Precision applies a systematic, data-driven approach to carbon filled PEEK machining. The company’s engineers understand the material’s “personality” and employ appropriate annealing, tooling, and cutting parameters for each specific application. Their 5-axis CNC capability enables complex geometries with minimal setups, reducing the risk of stress-related dimensional changes. Quality control processes ensure that every part meets specifications.
Making the Right Decision for Your Carbon Filled PEEK Project
Specifying carbon filled PEEK for a critical component is a decision that should not be taken lightly. The material offers exceptional performance but demands a level of machining expertise that not every shop can provide. When evaluating potential manufacturing partners, consider the following factors:
Material expertise. Does the shop have experience with carbon filled PEEK specifically, or do they treat it like any other plastic? Experience with the material’s unique characteristics—abrasiveness, stress behavior, thermal sensitivity—is essential for success.
Process capability. Does the shop have the equipment and processes needed for carbon filled PEEK machining? This includes annealing capability, appropriate tooling, and machines with sufficient rigidity and thermal stability.
Quality systems. What inspection methods does the shop employ? How do they verify that parts meet specifications? For industries like aerospace and medical devices, traceability and documentation are as important as the parts themselves.
Problem-solving approach. Does the shop work collaboratively with customers to optimize designs and processes? The best manufacturing partners treat each project as a partnership, not just a transaction.
Jucheng Precision embodies these characteristics. The company’s track record with carbon filled PEEK and other high-performance engineering plastics demonstrates a commitment to quality and technical excellence. Their facility in Shenzhen, equipped with advanced 5-axis CNC machines, provides the capability needed for complex, tight-tolerance components. Their collaborative approach ensures that customers receive parts that meet their specifications—and their expectations.
For engineers and procurement professionals facing the challenge of carbon filled PEEK machining, the message is clear: the material is demanding, but it is not insurmountable. With the right preparation, the right tools, and the right partner, carbon filled PEEK components can be produced reliably and cost-effectively. The key is to approach the project with the discipline and respect that the material requires—and to choose a manufacturing partner who does the same.
Ready to discuss your carbon filled PEEK project? Contact Jucheng Precision to learn how their expertise in high-performance polymer machining can bring your designs to life.