The Unseen Artisan: Wire EDM in Modern Manufacturing
In the relentless pursuit of precision, where tolerances are measured in microns and material hardness is no longer a barrier, one technology stands as a cornerstone of advanced manufacturing: Wire Electrical Discharge Machining (Wire EDM). Far from the brute force of traditional cutting tools, Wire EDM is a process of sublime subtlety, using sparks of electricity to sculpt metal with astonishing accuracy. For industries demanding the absolute pinnacle of part fidelity—from aerospace turbines to life-saving medical implants—Wire EDM services are not just an option; they are an essential enabler of innovation.
What is Wire EDM? A Symphony of Sparks and Precision
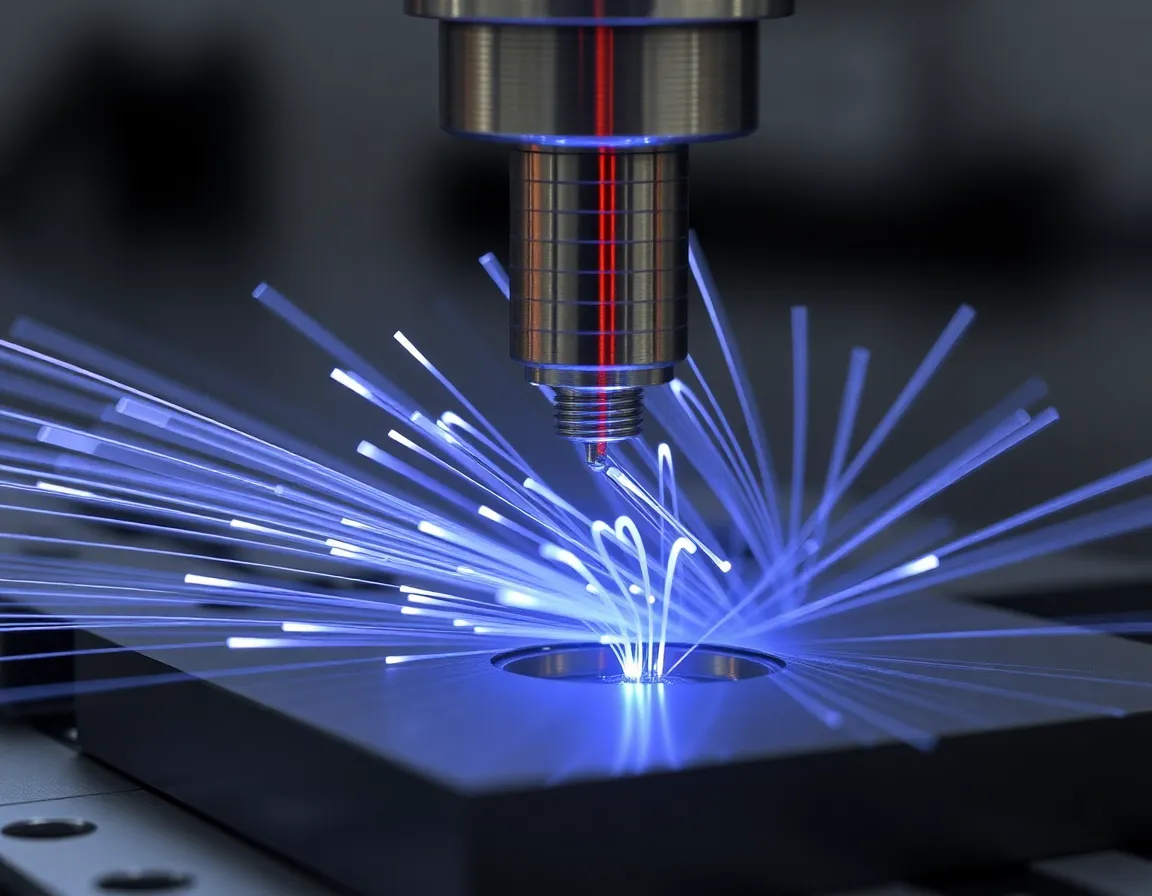
Wire Electrical Discharge Machining is a non-traditional, thermoelectric machining process. In simpler terms, it uses controlled electrical sparks (discharges) to erode material from a conductive workpiece. Imagine using lightning as a scalpel, and you begin to grasp its fundamental principle. Unlike milling or turning, there is no physical contact between the cutting tool and the workpiece. The "tool" is a thin, precisely guided brass or coated wire, typically ranging from 0.004" to 0.013" (0.10mm to 0.33mm) in diameter, which traverses through the material, creating a kerf (cut) only slightly larger than itself.
The Core Mechanism: How Wire EDM Works
The process unfolds in a meticulously controlled dielectric fluid bath, usually deionized water. This fluid serves three critical functions: it acts as an insulator until a specific voltage is reached, it cools the workpiece and wire, and it flushes away the microscopic eroded particles. A power supply creates a rapid series of electrical pulses between the wire (electrode) and the workpiece. When the gap is small enough, the insulating property of the dielectric fluid breaks down, forming a plasma channel and generating a spark. This spark, which lasts only microseconds, generates intense heat (thousands of degrees Celsius), vaporizing and melting a tiny crater of material. The process repeats tens of thousands of times per second, steadily advancing the wire along a programmed CNC path to slice through the metal.
The Compelling Advantages: Why Choose Wire EDM Services
The unique nature of the Wire EDM process confers a suite of benefits that are difficult or impossible to achieve with conventional machining.
Unmatched Precision and Complexity
Wire EDM excels at producing parts with exceptional dimensional accuracy and intricate details. It can achieve tolerances within ±0.0001" (0.0025mm) and produce sharp inside corners, fine features, and complex geometries that would be unmanufacturable with end mills. This makes it ideal for tool and die making, such as stamping dies and extrusion dies.
No Mechanical Stress or Distortion
Since there is no cutting force, Wire EDM can machine delicate, thin-walled sections and fragile parts without inducing stress, chatter, or distortion. This is crucial for components that must maintain their metallurgical integrity and geometric stability.
Ability to Machine Hardened Materials
Material hardness is virtually irrelevant. Wire EDM can effortlessly cut through hardened tool steels, carbides, Inconel, titanium, and other exotic alloys after they have been heat-treated. This eliminates the distortion risks associated with heat-treating a pre-machined part and saves significant time and cost.
Exceptional Surface Finish
The process can produce very fine surface finishes, often down to 8 Ra microinches or better with multiple cutting passes (roughing and multiple skims). This reduces or eliminates the need for secondary finishing operations.
- Burr-Free Production: Parts are typically cut completely burr-free, a significant advantage for assemblies and safety-critical components.
- Consistency and Repeatability: Once a program is proven, a Wire EDM machine can produce identical parts hour after hour with unwavering consistency.
- Long, Unattended Operation: Modern machines can run for hours or even days unattended, especially with automatic wire threading and multi-axis capabilities, optimizing production efficiency.
Diverse Applications Across Critical Industries
The capabilities of Wire EDM make it indispensable across a wide spectrum of high-tech industries. Its application is a hallmark of parts where failure is not an option.
Aerospace and Defense
From turbine engine components and fuel system parts to structural elements in satellites and guidance system mechanisms, Wire EDM machines the tough, heat-resistant alloys common in this sector with precision and without introducing stress risers.
Medical and Life Sciences
This is perhaps one of the most demanding fields. Wire EDM is used to manufacture surgical tools, orthopedic implants (like knees and hips), biopsy needles, and components for minimally invasive surgical devices. The ability to create complex, ultra-clean, and burr-free geometries from biocompatible materials is paramount.
Automotive and Motorsports
Beyond prototyping, Wire EDM is used for production parts like fuel injection components, transmission gears, and lightweight structural parts. In motorsports, it's critical for creating high-performance, custom gear sets and engine components where every gram and micron counts.
Tool, Die, and Mold Making
This is the traditional heartland of Wire EDM. It is the go-to method for creating punch and die sets for stamping, intricate mold cavities for plastic injection molding, and electrodes for sinker EDM. Its accuracy directly translates to the quality and longevity of the tools produced.
Electronics and Micro-Machining
With fine wires and advanced machines, Wire EDM ventures into micro-machining, producing tiny connectors, lead frames, and components for micro-electromechanical systems (MEMS).
Best Practices for Leveraging Wire EDM Services
To fully capitalize on the potential of Wire EDM and ensure a successful project outcome, collaboration with your service provider is key. Adhering to certain best practices streamlines the process and optimizes results.
Design for Manufacturability (DFM) Considerations
While Wire EDM offers incredible freedom, smart design choices enhance efficiency and cost-effectiveness. Consider the wire diameter when designing internal corner radii—a sharp corner is impossible as the radius will be slightly larger than the wire radius plus the spark gap. Minimizing the depth of cut when possible can significantly reduce machining time. Provide clear, dimensioned drawings and 3D CAD models (typically in STEP or IGES format) to the service provider.
Material and Preparation
Ensure the material is fully conductive. Inform your supplier of the material type, hardness, and thermal history. Properly stress-relieving material before machining can prevent unexpected distortion during the cut. Providing a workpiece with a starter hole (pre-drilled) for the wire to thread through is often necessary for internal cuts and can save setup time.
Clear Communication and Tolerancing
Clearly specify critical dimensions, tolerances, and surface finish requirements on your drawings. Apply tight tolerances only where functionally necessary, as holding ultra-tight tolerances over large spans or on all features can increase cost and time. Discuss secondary operations—like additional heat treatment, plating, or grinding—with your provider to ensure the EDM process is sequenced correctly.
Choosing the Right Service Partner
Select a Wire EDM service provider with a proven track record in your industry. Evaluate their capabilities: Do they have multi-axis machines for tapers and complex geometries? What is their maximum part size and weight capacity? Do they offer in-house complementary services like grinding or quality inspection (CMM)? A partner with engineering expertise can offer valuable DFM feedback to optimize your part for the process.
Conclusion: The Precision Partner for the Future
Wire EDM services represent the fusion of electrical engineering, software control, and manufacturing artistry. They provide a solution where the limitations of traditional machining become apparent—when materials are too hard, geometries too complex, or tolerances too exacting. As products continue to evolve toward greater miniaturization, performance, and reliability, the role of Wire EDM will only expand. For engineers and designers pushing the boundaries of what is possible, understanding and utilizing this remarkable technology is not merely an advantage; it is the key to unlocking a new realm of precision and innovation in component manufacturing. By partnering with a skilled Wire EDM service provider, you gain access to this invisible artisan, capable of transforming the most challenging designs into flawless, functional reality.