Unlocking the Intricate: The Power of Wire EDM
In the high-stakes world of modern manufacturing, where complexity is a constant and precision is non-negotiable, a quiet technological marvel consistently delivers the impossible. Precision Wire Electrical Discharge Machining (Wire EDM) stands as a cornerstone of advanced machining, transforming intricate designs and hardened materials into flawless, functional reality. For engineers and designers pushing the boundaries of innovation, Wire EDM services provide the key to creating parts that would be impractical, prohibitively expensive, or simply unattainable with conventional machining methods. This process makes the complex simple, offering a unique blend of accuracy, versatility, and repeatability that is revolutionizing industries from aerospace to medical devices.
The Science of Subtractive Spark Erosion
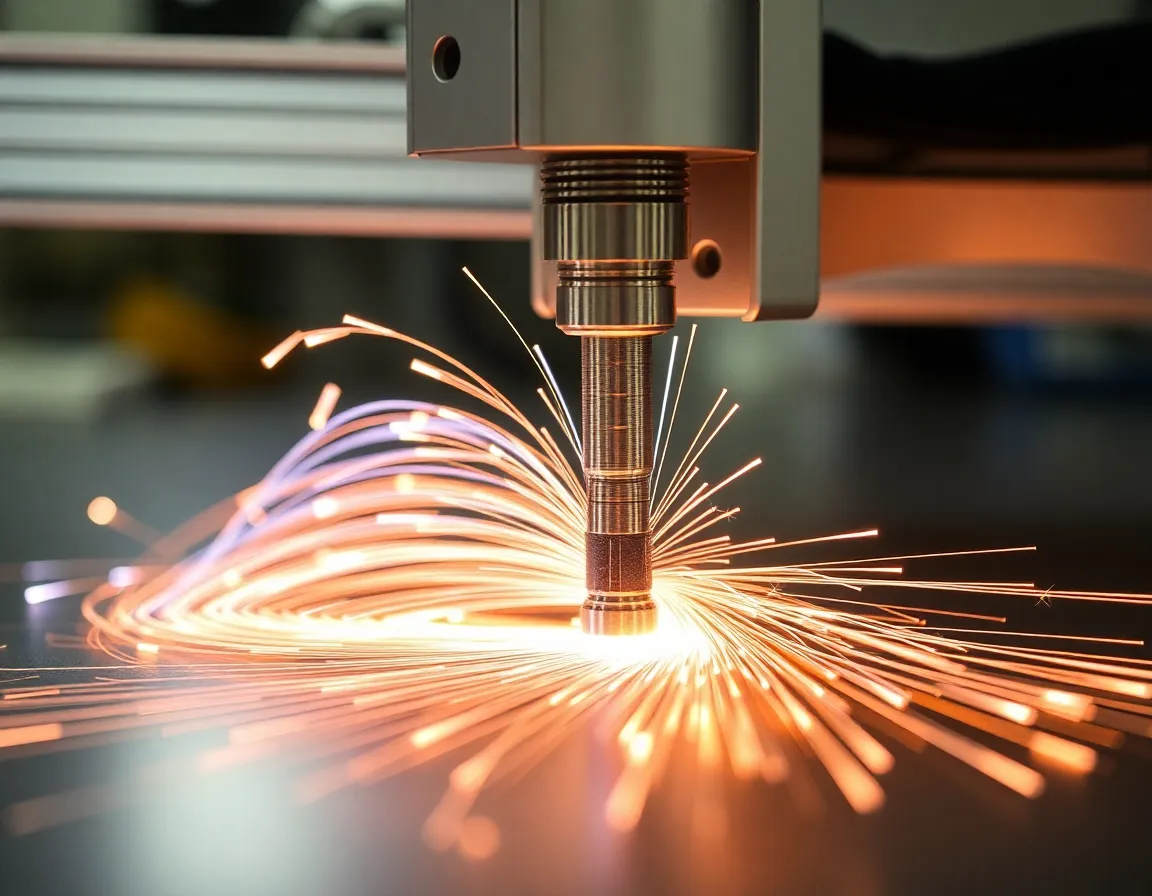
At its core, Wire EDM is a non-contact, thermal machining process. It removes material by generating a series of controlled electrical sparks (discharges) between a precisely moving thin metal wire (the electrode) and the workpiece. The workpiece is submerged in a bath of deionized water, which serves as a dielectric fluid to control the spark and flush away microscopic debris.
How the Magic Happens: A Step-by-Step Process
The operation of a Wire EDM machine is a symphony of precision engineering:
- Preparation: A conductive workpiece (often hardened steel, titanium, or carbide) is securely mounted on the machine table. A computer-controlled program, derived from a CAD model, guides the entire operation.
- Initiation: The brass or coated wire, typically ranging from 0.004" to 0.013" in diameter, is fed from a spool through the workpiece. An initial hole or start point is often pre-drilled for the wire to thread through.
- Spark Generation: A powerful voltage difference is applied between the wire and the workpiece. When they are brought extremely close (about 0.0005" to 0.001" apart), the dielectric fluid breaks down, and a spark jumps the gap.
- Material Removal: Each spark generates intense heat (up to 10,000°C), instantly melting and vaporizing a microscopic portion of the workpiece. The dielectric fluid then rapidly cools and flushes away the tiny particles.
- Continuous Path: The wire follows the programmed CNC path, constantly moving to present a fresh section and prevent uneven wear. This continuous sparking, flushing, and movement cuts through the metal with astonishing accuracy, leaving no mechanical force on the part.
Why Choose Wire EDM Services? The Compelling Benefits
Partnering with a professional Wire EDM service provider unlocks a suite of advantages that directly translate to better parts, reduced costs, and accelerated innovation.
Unmatched Precision and Complexity
Wire EDM excels at producing parts with exceptional dimensional accuracy and fine detail. It can achieve tolerances within ±0.0001" and produce sharp inside corners, intricate contours, and delicate features that are impossible with milling or grinding. This makes it ideal for tooling, molds, and prototype components where the design is king.
No Contact, No Stress
Since there is no physical contact between the tool (wire) and the workpiece, there is no mechanical stress, distortion, or burrs introduced during cutting. This is a game-changer for machining delicate, thin-walled sections or fragile components that would deflect under the pressure of a cutting tool.
Material Independence
Wire EDM machines any material that is electrically conductive, regardless of its hardness. This allows for machining fully hardened tool steels, exotic alloys, and superalloys in their finished state, eliminating the distortion risks associated with heat-treating after rough machining.
Exceptional Surface Finish
The process can produce remarkably fine surface finishes, often eliminating the need for secondary polishing operations. By using multiple "skim cuts" after the initial roughing pass, surface finishes of 8 Ra micro-inches or better are readily achievable.
Real-World Applications: Where Wire EDM Shines
The unique capabilities of Wire EDM make it indispensable across a wide spectrum of high-tech industries.
Aerospace and Defense
From turbine engine components and fuel system parts to structural elements in satellites, Wire EDM machines the tough, heat-resistant alloys common in this sector with precision and reliability, ensuring performance and safety under extreme conditions.
Medical and Life Sciences
The medical device industry relies heavily on Wire EDM for manufacturing surgical instruments, implants, and diagnostic equipment. Its ability to create biocompatible, burr-free parts from stainless steel and titanium with complex geometries is critical for patient safety and device functionality.
Tool and Die / Mold Making
This is a traditional stronghold for Wire EDM. It is used to create precision stamping dies, extrusion dies, and intricate mold cores and cavities for plastic injection molding. The process allows for the creation of sharp corners and fine details that define the quality of the molded parts.
Automotive and Motorsports
For both high-volume production and bespoke racing components, Wire EDM is used to create transmission parts, fuel injection components, and lightweight, high-strength parts from advanced materials, where every gram and every micron counts.
Electronics and Micro-Machining
With the use of ultra-fine wires, Wire EDM ventures into micro-machining, producing tiny gears, connectors, and components for electronic devices and sensors that demand microscopic precision.
Best Practices for Leveraging Wire EDM Services
To fully capitalize on the potential of Wire EDM and ensure a smooth, cost-effective project, consider these guidelines when working with a service provider.
Design for Manufacturability (DFM)
Engage early with your EDM partner. While Wire EDM can cut almost any 2D profile, understanding nuances like minimum inside corner radii (determined by wire diameter) and optimal start hole placement can optimize cycle time and cost.
Material and Hardness Knowledge
Provide complete material specifications. Knowing the exact alloy and hardness allows the machinist to optimize wire speed, power settings, and flushing parameters for the cleanest, fastest cut.
Consider Tolerances and Finishes Realistically
Specify critical dimensions and surface finishes clearly on your drawings. Tighter tolerances and finer finishes increase machining time (due to additional skim cuts) and cost, so apply them only where functionally necessary.
Part Preparation and Setup
Ensure your blank workpiece is properly prepared. Adequate stock for clamping, pre-drilled start holes if required, and stress-relieved material will contribute to a more accurate and efficient job.
Choose the Right Partner
Select a Wire EDM service with a proven track record, modern equipment (including multi-axis capabilities for tapers), and skilled programmers and operators. Their expertise in nesting parts for optimal material use and process optimization is invaluable.
Conclusion: The Essential Tool for Advanced Manufacturing
Precision Wire EDM is far more than just a machining process; it is an enabler of innovation. By dissolving the barriers imposed by material hardness and geometric complexity, it empowers designers and engineers to conceive and create parts that define the cutting edge of technology. From life-saving medical implants to components that soar into space, Wire EDM services provide the reliable, precise, and versatile manufacturing solution that turns ambitious designs into tangible, high-performance reality. In a world that demands ever-greater precision and complexity, Wire EDM stands as a testament to the principle that with the right technology, making the complex simple is not just possible—it's standard practice.