In the world of engineering thermoplastics, few materials offer the combination of strength, wear resistance, and versatility found in Nylon 66 (also known as PA66). As a go-to choice for high-performance gears, bearings, insulators, and structural components, its demand is unwavering. However, transitioning from a raw stock shape to a precision-machined part requires a specific skill set. Unlike metals, Nylon 66 has unique properties that, if not respected, can lead to poor surface finishes, dimensional inaccuracy, and internal stresses. Mastering the machining of this polymer is the key to unlocking its full potential and producing reliable, high-tolerance parts.
Understanding the Material: The Nature of Nylon 66
Before the first cut is made, a deep understanding of the material's inherent characteristics is paramount. Nylon 66 is a semi-crystalline thermoplastic polyamide renowned for its excellent mechanical properties, including high tensile strength, stiffness, and good impact resistance. It also boasts outstanding wear and abrasion resistance, often outperforming metals in dry running conditions, and maintains these properties across a wide temperature range.
Key Machining Considerations
These beneficial properties come with machining nuances that must be managed:
- Heat Sensitivity: Nylon has a relatively low melting point (approximately 260°C / 500°F for Nylon 66). Excessive heat generated during machining can soften the material, causing it to gum up on tools, leading to poor finishes and dimensional "drift."
- Hygroscopic Nature: Nylon absorbs moisture from the air. This affects its size and mechanical properties. A part machined from dry stock in a humid environment can later swell, losing its precision.
- Low Thermal Conductivity: Unlike metal, which draws heat away through the part and chips, Nylon acts as an insulator. Heat concentrates at the cutting interface.
- Flexibility and Elastic Memory: Under cutting pressure, Nylon can deflect or "spring back," making it challenging to achieve tight tolerances if not properly supported.
Pre-Machining Preparation: Setting the Stage for Success
Success in machining Nylon 66 begins long before the CNC machine or lathe is powered on. Proper preparation mitigates the material's challenges and ensures a stable starting point.
Material Conditioning and Storage
Controlling moisture is the single most critical preparatory step. Stock should be stored in a dry, climate-controlled environment. For ultra-precision parts, pre-drying the material is often essential. This typically involves baking the stock at 80-90°C (175-195°F) for several hours (depending on thickness) to drive out absorbed moisture. Machining dry material results in better chip formation, improved surface finish, and a part that is more dimensionally stable post-machining.
Workholding and Part Support
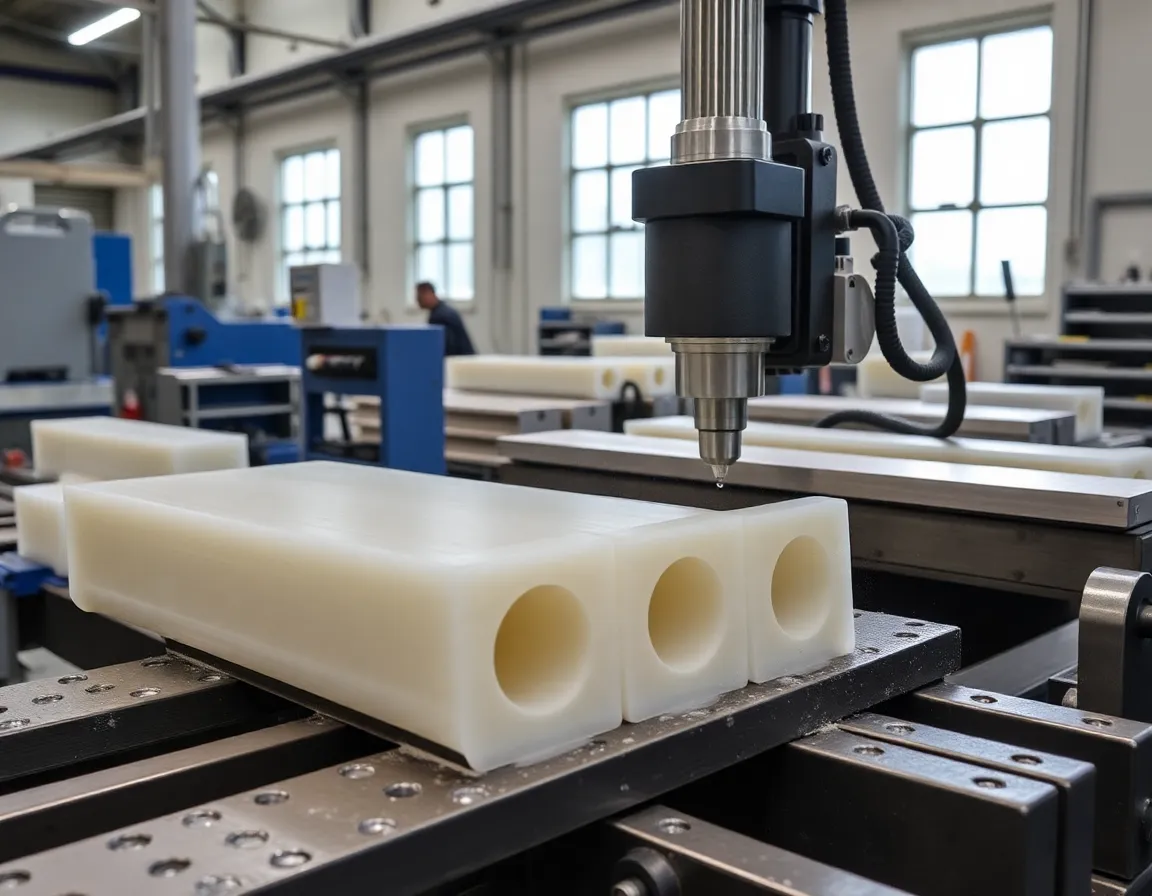
Due to its flexibility, Nylon 66 requires meticulous workholding to prevent deflection. Use wide, smooth clamping surfaces to distribute pressure evenly and avoid denting or distorting the material. For thin-walled or complex geometries, custom fixtures or soft jaws machined to the part's contour are highly recommended. The goal is to support the part as rigidly as possible without inducing clamping stresses that could be released later, causing warpage.
Machining Best Practices: Tools, Techniques, and Parameters
This section delves into the practical application of cutting Nylon 66. Adhering to these guidelines will dramatically improve outcomes.
Tool Selection and Geometry
Sharpness is non-negotiable. Use tools with a high positive rake angle and highly polished flutes to reduce cutting forces and heat generation. Carbide tools are preferred for their sharp edge retention, though high-speed steel (HSS) can be used if kept exceptionally sharp.
- End Mills & Routers: Use 2 or 3-flute designs for optimal chip evacuation. Up-cut spirals are excellent for pulling chips out of deep slots, while down-cut spirals provide a cleaner top edge finish.
- Drills: Standard twist drills can work, but drills with a high helix angle (often called "fast spiral" or "polymer" drills) and polished flutes are superior. A point angle of 90-118 degrees is typical.
- Turning Tools: Use tools with a large rake angle (often 10-20°) and a keen, sharp edge. A neutral or slightly positive lead angle helps reduce pressure.
Cutting Parameters and Coolant Strategy
The mantra for machining Nylon is "high speed, low feed, light depth of cut." This approach minimizes heat buildup by allowing the sharp tool to shear the material cleanly rather than ploughing through it.
- Speed (SFM): Run at high surface speeds. For carbide, 600-1000 SFM is a good starting range. For HSS, 300-500 SFM.
- Feed: Use light but consistent feed rates to avoid rubbing, which generates heat. Chip load per tooth should be moderate.
- Depth of Cut: Take lighter depths of cut, especially for finishing passes. This reduces tool pressure and part deflection.
- Coolant/Lubrication: Avoid traditional water-based coolants, as Nylon will absorb them. Use compressed air (mist or flood) to evacuate chips and cool the tool/part interface. For some operations, a light mist of a non-water-soluble lubricant like alcohol or a specialized synthetic coolant can be beneficial.
Specific Operation Tips
Drilling: Peck drilling is highly recommended to clear chips and prevent packing, which causes heat and seizure. Retract the drill frequently.
Threading: Thread milling is vastly superior to tapping, as it generates less heat and pressure. If tapping is necessary, use spiral-pointed (gun) taps for through-holes or spiral-fluted taps for blind holes, and oversize the tap drill slightly to reduce friction.
Parting Off & Grooving: Use tools with side clearance and a keen edge. Ensure chips are evacuated from the groove to prevent recutting and melting.
Post-Machining and Quality Assurance
The job isn't finished when the machining cycle ends. Post-processing steps are crucial for delivering a part that meets specifications and performs reliably in service.
Deburring and Finishing
Nylon 66 can produce stringy or rolled burrs. These are best removed with sharp blades, fine abrasive papers, or specialized nylon deburring tools. Tumbling processes can also be effective. For a superior surface finish, light sanding followed by polishing can be employed. The low friction of Nylon means that mating surfaces often perform well with a machined finish alone.
Stress Relieving and Conditioning
Machining can induce internal stresses. For critical applications, a stress-relief annealing process may be beneficial. This involves heating the part to a temperature below its melting point (typically 150-160°C) for a period and allowing it to cool slowly in an oven. Furthermore, if the part will operate in a humid environment, it may need to be conditioned (re-humidified) in a controlled manner to its expected service humidity level to stabilize its dimensions before final inspection.
Dimensional Inspection
Always allow machined Nylon 66 parts to acclimatize to the inspection room environment for at least 24 hours before final measurement. Use non-marring inspection tools (e.g., plastic-tipped calipers) to avoid scratching the soft surface. Remember that dimensions may shift slightly after machining as internal stresses relax, making a post-machining "settling" period valuable.
Applications of Machined Nylon 66 Parts
The effort invested in mastering Nylon 66 machining pays dividends across countless industries. Its unique property profile makes it ideal for:
- Automotive: Gears, bushings, thrust washers, cable guides, and sensor housings.
- Aerospace: Insulating spacers, cable rollers, low-load structural brackets, and ducting components.
- Industrial Machinery: Wear strips, conveyor components, seals, and custom bearings.
- Electronics: Insulating standoffs, coil bobbins, and connector housings.
- Food and Beverage: FDA-compliant gears, wear pads, and guides that operate with minimal lubrication.
Mastering the machining of Nylon 66 is a blend of science, art, and disciplined practice. It demands respect for the material's personality—its sensitivity to heat and moisture, its flexibility, and its abrasiveness. By starting with properly conditioned stock, employing sharp tools with correct geometry, utilizing conservative but precise cutting parameters, and following through with careful post-processing, manufacturers can consistently produce precision Nylon 66 parts that are robust, reliable, and critical to the function of the assemblies they inhabit. The result is not just a machined component, but a high-performance polymer solution engineered to excel.