Introduction: The Critical Role of Precision in Thermal Management
In the relentless pursuit of smaller, faster, and more powerful electronics, effective thermal management stands as a non-negotiable pillar of design. At the heart of this thermal battle lies the humble yet sophisticated heatsink. While heatsinks can be made from various materials and processes, CNC machining of aluminum has emerged as the gold standard for high-performance, custom, and prototype applications. This process transforms solid blocks of aluminum into intricate, high-surface-area components that efficiently pull heat away from sensitive electronics. Mastering aluminum heatsink CNC machining is not just about cutting metal; it's about understanding the delicate interplay between thermal dynamics, material science, and precision manufacturing to create solutions that enable technological advancement.
Why Aluminum Reigns Supreme for CNC Machined Heatsinks
Before diving into techniques, it's crucial to understand why aluminum, specifically certain alloys, is the preferred material for machined heatsinks. The choice is a calculated balance of several key properties:
- Excellent Thermal Conductivity: Aluminum alloys like 6061 and 6063 offer a superb balance of thermal conductivity (around 160-200 W/mK), efficiently transferring heat from the source to the fins.
- Favorable Strength-to-Weight Ratio: Aluminum is lightweight, which is critical for applications in aerospace, drones, and portable devices where every gram counts.
- Superior Machinability: Aluminum is relatively soft and free-machining, allowing for high-speed material removal, excellent surface finishes, and the creation of complex, thin-fin geometries without excessive tool wear.
- Cost-Effectiveness: Compared to copper (which has higher conductivity), aluminum is more affordable both in raw material cost and machining time, offering a better overall value for most applications.
- Natural Corrosion Resistance & Aesthetics: Aluminum forms a protective oxide layer and can be easily anodized. Anodizing not only enhances corrosion resistance but can also improve surface emissivity for better heat radiation and provides a sleek, professional finish.
The most commonly used alloys are 6061-T6 for its all-around excellent mechanical properties and machinability, and 6063, often favored for its slightly better thermal conductivity and smoother finish post-anodizing.
Core CNC Machining Techniques for Optimal Heatsink Design
Creating an effective aluminum heatsink via CNC machining involves a sequence of specialized operations, each with its own set of best practices. The goal is to maximize surface area and thermal pathway efficiency while maintaining structural integrity.
1. Material Selection and Blank Preparation
The process begins with selecting the appropriate aluminum alloy and stock form (bar, plate, or custom extrusion blank). The blank is precisely cut and often faced to ensure perfect parallelism, which is critical for a flat base that ensures optimal contact with the heat-generating component.
2. Facing and Base Machining
A perfectly flat base is non-negotiable. Using a fly cutter or a large face mill, machinists create a mirror-flat surface on the mounting side. This minimizes thermal interface resistance. Often, mounting holes, clearance pockets for components, or even grooves for thermal interface material (TIM) are machined in this stage.
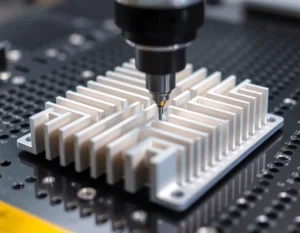
3. Fin Creation: The Art of High-Aspect-Ratio Machining
This is the most critical and challenging phase. Creating thin, tall fins requires precision and stability to prevent chatter, vibration, and fin bending.
- Toolpath Strategy: Trochoidal or dynamic milling paths are often employed. These strategies maintain a constant tool load and engagement, reducing heat buildup in the tool and workpiece, which is essential for preventing aluminum from welding to the cutter.
- Tool Selection: Sharp, high-helix end mills (3-flute is common) designed for aluminum are used. They efficiently evacuate chips, which is paramount—recut chips can cause poor finish and tool damage. For very thin fins, specialized "fin cutters" or "slotting saws" may be used.
- Aspect Ratio Considerations: The aspect ratio (fin height to fin thickness) is a key challenge. Supporting fins from the ends during machining or using progressive depth steps can prevent deflection. Sometimes, temporary support structures (sacrificial tabs) are machined into the design and removed later.
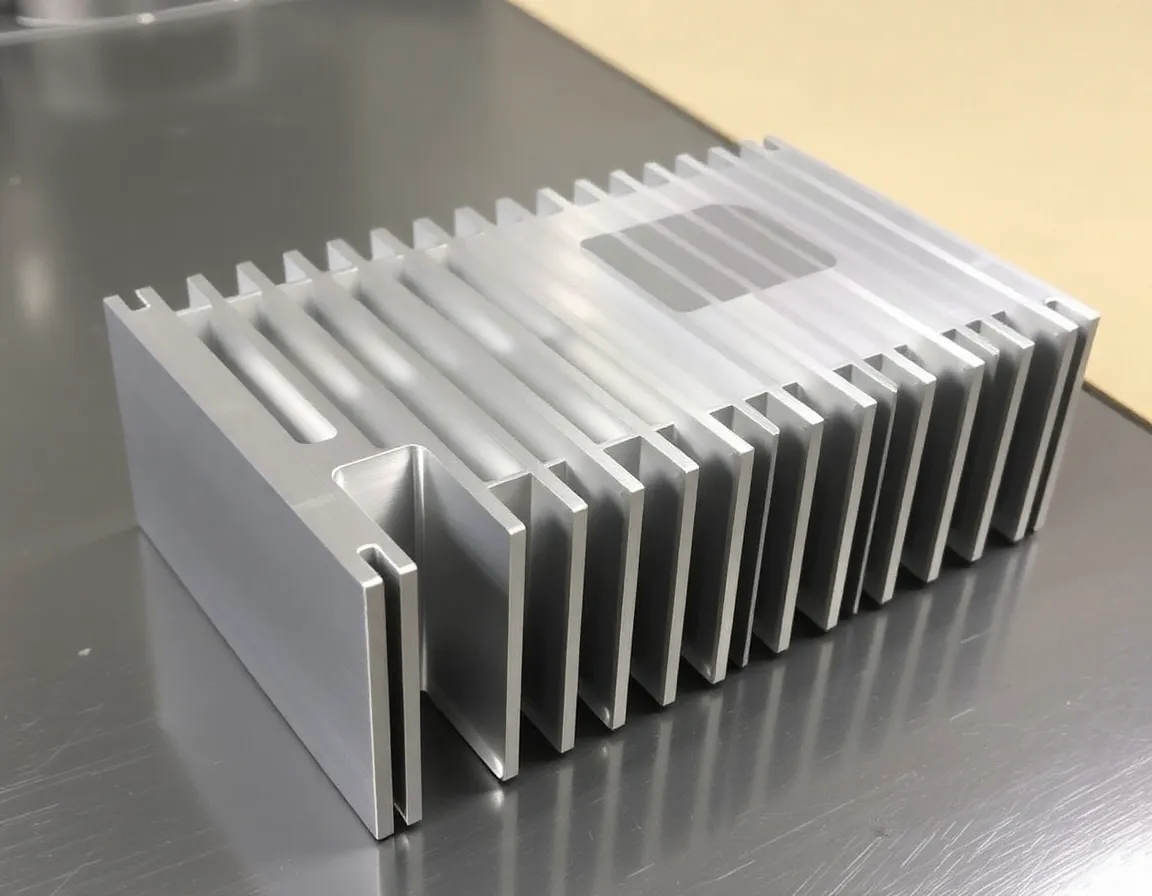
4. Secondary Operations and Detailing
Once the primary fin structure is complete, secondary operations add functionality. This includes machining cross-cuts or serrations on the fins to disrupt boundary layer air flow, significantly enhancing convective cooling. Holes for fans, brackets, or heat pipes are also added in this phase.
5. Deburring and Surface Finishing
All sharp edges are meticulously deburred to ensure safety and proper airflow. The final surface finish is critical. While a machined finish can be adequate, most high-performance heatsinks undergo anodizing. A plain anodized layer provides corrosion resistance, while a black anodized finish improves radiative heat dissipation. For the base, a very smooth finish (often specified by Ra value) is crucial for optimal thermal contact.
Best Practices and Design for Manufacturability (DFM) Tips
Success in aluminum heatsink CNC machining hinges on designing with the manufacturing process in mind.
- Mind the Aspect Ratio: Design fins with a practical aspect ratio. A rule of thumb is to keep the height-to-thickness ratio below 10:1 for standard machining, though skilled machinists with specialized tooling can exceed this.
- Incorporate Draft Angles: Adding a slight draft angle (1-2 degrees) to the vertical fin walls simplifies tool access, improves finish, and makes the part easier to release from an extrusion die if applicable.
- Define Realistic Tolerances: Not every dimension needs to be +/- 0.025mm. Specify tight tolerances only where absolutely necessary (like the mounting surface flatness and base thickness) to reduce cost and machining time.
- Consider Tool Access: Ensure internal corners have radii larger than the intended end mill radius. Deep, narrow pockets may require specialized long-reach tools, which can deflect more.
- Optimize for Chip Evacuation: Design open channels that allow chips to escape easily. Trapped chips can lead to re-cutting, poor surface finish, and tool breakage.
- Prototype and Test: CNC machining is ideal for prototyping. Start with a functional prototype to validate thermal performance before committing to high-volume production runs via other methods like extrusion.
Applications and Advantages Over Alternative Methods
CNC machined aluminum heatsinks are indispensable in scenarios where performance, customization, and precision are paramount.
Key Applications:
- High-Performance Computing: CPU/GPU coolers for servers, workstations, and gaming PCs.
- LED Lighting: High-power LED arrays require robust thermal management to maintain light output and longevity.
- Power Electronics: IGBT coolers, motor drives, power supplies, and inverters in industrial and automotive settings.
- Aerospace & Defense: Avionics cooling where reliability, lightweight design, and custom form factors are critical.
- Telecommunications: RF amplifiers and base station components.
- Medical Devices: Cooling for laser systems, imaging equipment, and diagnostic machines.
Advantages vs. Extrusion and Casting:
Compared to extrusion: CNC machining offers complete geometric freedom (cross-cuts, varied fin heights, 3D shapes), no need for costly dies, and is perfect for low-to-medium volumes. Extrusions are limited to constant cross-sections and require high volumes to justify die costs.
Compared to die-casting: CNC parts have superior material properties (no porosity), better thermal conductivity, and higher precision with finer features. Casting is more economical for very high volumes of complex 3D shapes but with lower thermal and detail performance.
Conclusion: The Synergy of Precision Engineering and Thermal Science
Mastering aluminum heatsink CNC machining is a testament to modern engineering's capability to solve fundamental physical challenges with precision and creativity. It is a discipline that demands more than just operating a machine; it requires a deep understanding of thermal principles, material behavior, and advanced toolpath strategies. From the selection of the right aluminum alloy to the final anodized finish, every step is optimized to create a component that is as much a piece of high-performance engineering as the electronic device it protects. As technology continues to push the boundaries of power density, the role of the expertly CNC machined aluminum heatsink will only grow more vital, ensuring our advanced electronics run not just smarter, but cooler and more reliably.