Understanding 4140 Steel: The Workhorse Alloy
In the realm of machining and metal fabrication, few materials are as ubiquitous and respected as 4140 steel. Known as a chromium-molybdenum (or "chromoly") alloy steel, 4140 is a versatile, medium-carbon steel celebrated for its excellent toughness, good fatigue strength, and impressive wear resistance. Its chemical composition—typically 0.40% carbon, 0.85% manganese, 0.30% silicon, 0.040% phosphorus, 0.050% sulfur, 0.90% chromium, and 0.20% molybdenum—provides a balanced profile that responds well to both machining and heat treatment.
4140 is commonly supplied in two primary conditions: annealed and pre-hardened. Annealed 4140 (with a typical hardness of ~197 Brinell) is relatively soft and ductile, making it easier to machine into complex shapes before undergoing final heat treatment. Pre-hardened 4140, often designated as 4140 HT (Heat Treated), is supplied at a higher hardness, usually in the range of 28-32 HRC (Rockwell C scale). This condition allows for machining of components that can be put directly into service without further thermal processing, though it presents greater machining challenges. Understanding the condition of your stock material is the first critical step in planning a successful machining operation.
Key Properties and Applications of 4140 Steel
The widespread adoption of 4140 steel is no accident; it stems from a superior combination of mechanical properties. It offers high tensile strength, good ductility, and notable resistance to impact and abrasion. When heat treated through quenching and tempering, its strength can be significantly enhanced, achieving tensile strengths well over 1000 MPa. This makes it an ideal candidate for components that must withstand high stress, cyclic loading, or harsh operating environments.
Common Industrial Applications
You will find 4140 steel at the heart of countless critical components across diverse industries. Its reliability makes it a first-choice material for:
- Automotive and Aerospace: Axles, shafts, gears, crankshafts, landing gear components, and spindles.
- Oil and Gas: Drill collars, tool joints, valves, and pump shafts subject to high pressure and corrosive elements.
- Tooling and Manufacturing: Dies, molds, jigs, fixtures, and machine tool components that require dimensional stability and wear resistance.
- General Engineering: Bolts, nuts, studs, and other fasteners for high-strength applications.
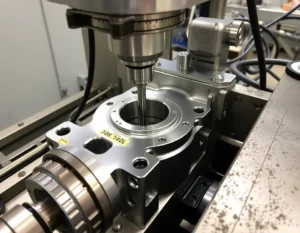
Machining 4140 Steel: Best Practices and Techniques
Successfully machining 4140 steel requires a strategic approach that respects its strength and work-hardening tendencies. The techniques differ notably between its annealed and pre-hardened states.
Machining Annealed 4140
In its annealed state, 4140 is relatively forgiving and machines similarly to other low-alloy steels. The goal is often to remove material efficiently before final heat treatment, which will cause distortion. Use sharp, positive-rake cutting tools to reduce cutting forces and heat generation. Carbide inserts with a tough grade (like C5/C6) are highly recommended. Coolant is essential not only for cooling but also for chip evacuation and extending tool life. Aim for moderate to high speeds and feeds, but always prioritize a consistent chip load to prevent work hardening.
Machining Pre-Hardened 4140 (28-32 HRC)
This is where skill and proper parameters become paramount. Machining hardened material generates more heat and places greater stress on cutting tools.
- Tool Selection: Use premium, wear-resistant carbide grades (such as C2 or C3 micro-grain carbide) or advanced coatings like TiAlN (Aluminum Titanium Nitride) or AlCrN (Aluminum Chromium Nitride). These coatings provide exceptional heat resistance and hardness.
- Speeds and Feeds: Reduce your surface speed (SFM) compared to annealed stock. A good starting point is often 50-70% of the speed used for annealed material. Maintain a moderate to heavy feed rate to get the cutting edge beneath any work-hardened surface and to promote heat evacuation with the chip.
- Depth of Cut: Use a depth of cut greater than the tool's nose radius to avoid rubbing and excessive heat buildup at the tool tip.
- Rigidity is King: Ensure your machine, workpiece, and tool holder are as rigid as possible. Vibration (chatter) is the enemy of tool life and surface finish when machining hard materials.
Essential Machining Tips for All Conditions
Always Use Coolant or Lubricant: A high-quality, concentrated coolant is non-negotiable. It controls temperature, reduces tool wear, improves surface finish, and flushes chips away. For some operations, a high-pressure through-tool coolant system can dramatically improve performance.
Manage Heat Generation: The primary cause of tool failure in 4140 is heat. If you see blue or purple chips, you are generating too much heat, which will soften your carbide tool and lead to rapid failure. Adjust speeds, feeds, or coolant application immediately.
Chip Control: Aim for a well-broken, "C" shaped chip. Stringy, continuous chips can wrap around the tool and workpiece, causing surface damage and safety hazards. Use inserts with chipbreaker geometries designed for steel.
Advanced Considerations: Drilling, Tapping, and Finishing
Drilling Holes
For drilling, use cobalt (HSS-E) or carbide drills. For holes deeper than 3x diameter, consider parabolic-flute drills for better chip evacuation. Start with a lower speed and a firm, consistent feed. Peck drilling is advisable for deep holes to break and clear chips, preventing packing and drill breakage.
Tapping Threads
Tapping 4140, especially in its pre-hardened form, can be challenging. Use high-quality, coated taps (TiN or TiCN coatings are beneficial). For through-holes, spiral-point (gun) taps push chips ahead. For blind holes, spiral-flute taps are essential to pull chips out of the hole. Always use a tapping fluid or heavy-duty cutting oil to reduce friction and prevent tap seizure.
Achieving a Superior Surface Finish
A fine surface finish on 4140 is often required for bearing surfaces or fatigue-critical parts. To achieve this:
- Ensure absolute machine and setup rigidity to eliminate chatter marks.
- Use a fresh, sharp insert with a dedicated finishing geometry for the final pass.
- Employ a consistent, light finishing pass (0.005-0.015 inches) with a higher speed and a low-to-moderate feed rate.
- Flood the cut with coolant to achieve a clean, burnished finish.
Conclusion: Mastering the Material
Mastering the machining of 4140 steel is a hallmark of a skilled machinist or manufacturing engineer. It demands a respect for the material's properties and a disciplined approach to tooling, parameters, and technique. By understanding the differences between its annealed and pre-hardened states, selecting the correct cutting tools and coatings, and meticulously controlling heat and rigidity, you can transform this tough alloy into precision components with efficiency and reliability. Whether you're crafting a critical aerospace shaft or a durable industrial gear, applying these best practices for 4140 steel machining will ensure success, extending tool life, improving part quality, and ultimately driving productivity in your shop.