
+86-188-7042-1176
project@juchengjm.com
Mon-Fri: 8am-6pm (GMT+8)
EN
ISO 9001:2015 Certified
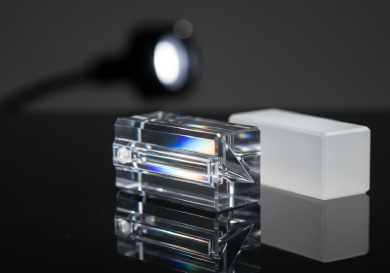
PMMA (Acrylic)
PMMA (Polymethyl Methacrylate), commonly known as Acrylic or Plexiglass, is the industry standard for optical transparency, offering light transmission (92%) superior to glass at half the weight. It is widely used for light guides, lenses, and display panels. However, machining Acrylic without scratching or cracking it requires specific expertise. At Jucheng Precision, we specialize in Optical CNC Machining. We use single-point diamond turning and specialized plastic cutting geometries to achieve near-optical finishes directly off the machine. We also offer comprehensive post-processing, including Vapor Polishing and hand buffing, to restore absolute clarity to machined surfaces. Our stress-relieving annealing processes ensure your acrylic parts won't craze (micro-crack) over time.
Available PMMA (Acrylic) Grades
| Grade | Common Name | Key Characteristics | Typical Applications |
|---|---|---|---|
| Cast Acrylic | Plexiglass / Lucite | Highest optical clarity, lower internal stress, better chemical resistance. The preferred grade for machining. | Optical lenses, medical manifolds, high-end display cases, awards. |
| Extruded Acrylic | Standard PMMA | More uniform thickness but higher internal stress. Lower melting point makes it “gummier” to machine. | Signage, lighting fixtures, simple screens. |
| Impact Modified Acrylic | Impact PMMA | Blended with elastomers to improve toughness and reduce brittleness, slightly reducing clarity. | Protective shields, skylights, outdoor displays. |
| Translucent/Tinted | Colored Acrylic | Available in various colors and opacities (smoked, frosted) for light diffusion. | Automotive taillights, architectural lighting, privacy screens. |
PMMA Machining Capabilities
| Capability | Technical Description | Jucheng Advantage |
|---|---|---|
| Vapor Polishing | Exposing the machined surface to solvent vapor to flow the material and create a crystal-clear finish. | We achieve optical transparency on complex internal channels where hand polishing is impossible. |
| Diamond Turning | Using single-crystal diamond tools on ultra-precision lathes to cut mirror finishes directly. | Produces lens-quality surfaces without the need for extensive post-processing. |
| Micro-Milling | Machining fine grooves and patterns for light guides and LCD backlights. | High-speed spindles (20k+ RPM) ensure clean cuts on delicate features without chipping. |
| Stress Relieving | Annealing acrylic parts in ovens to remove machining stresses. | Prevents “crazing” (surface spider-web cracks) when the part is exposed to solvents or glues later. |
Fabrication Guidelines for PMMA
Coolant is Critical:
Acrylic is sensitive to heat buildup. If it gets too hot, it melts and re-welds behind the cutter. We use air blast or water-soluble coolants to keep chips cool and brittle for ejection.
Avoid Solvents:
Never clean machined acrylic with alcohol or standard solvents immediately after machining, as it will cause instant stress cracking. We use mild soap or specialized cleaners.
Workholding:
Acrylic is brittle and will crack if clamped too tightly. Vacuum tables are the best method for holding flat sheets. For vices, we use soft jaws with gentle pressure.
Drilling:
Standard drill bits can grab and crack acrylic upon exit. We use bits with a “dubbed” (flattened) cutting edge or specialized plastic drills with a 0-degree rake.
Primary Application Industries
Lighting & Optics
Key Parts: Light pipes, diffusers, lenses, reflectors.
Why PMMA: 92% light transmission and excellent UV resistance (doesn’t yellow like PC).
Medical & Diagnostics
Key Parts: Microfluidic chips, incubator parts, fluid manifolds.
Why PMMA: Optical clarity allows for visual inspection of fluid flow; biocompatible grades available.
Displays & Signage
Key Parts: POS display stands, museum cases, touch screen covers.
Why PMMA: Premium aesthetic look, high gloss, and easy to polish scratches out.
Subsea & Marine
Key Parts: Submersible windows, aquarium panels, pressure housings.
Why PMMA: Massive cast blocks can withstand high pressure while maintaining perfect visibility.
Material Properties
| Density | 1.17 - 1.20 g/cm³ |
| Tensile Strength | 60 - 80 MPa |
| Impact Strength | 16 - 32 J/m |
| Heat Deflection Temp | 75 - 105 °C |
| Hardness | 90 - 105 Rockwell M |
| Continuous Service Temp | 65 - 85 °C |
| Water Absorption | 0.30 - 0.40 % |
| Light Transmission | 92% |
| Melting Point | 160 °C |
| Max. Part Size | 2000 mm (L) x 800 mm (W) x 600 mm (H) |