
+86-188-7042-1176
project@jcproto.com
Mon-Fri: 8am-6pm (GMT+8)
EN
ISO 9001:2015 Certified
Metric Threads
Metric Threads (M Profile) are the globally accepted standard for fastening, defined by ISO 261 and ISO 965. They are characterized by a 60-degree flank angle and measured by outer diameter and pitch (in millimeters).
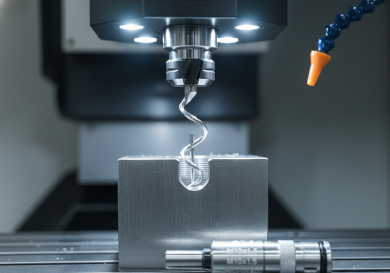
At Jucheng Precision, we produce millions of metric threaded holes and shafts annually. Our facility is equipped with high-speed Brother tapping centers for rapid production of small threads (M1.6 – M12) and 5-axis machines for complex Thread Milling of large diameter or hard metal threads. We verify thread quality using calibrated Go/No-Go gauges to ensure every part meets the specified tolerance class (typically 6H for internal and 6g for external).
Key Specifications
| Specification | Technical Range | Note |
|---|---|---|
| Thread Range | M1.0 to M150 | Coarse & Fine pitches |
| Standard Profile | ISO 68-1 (60° V-Thread) | Global standard |
| Tolerance Class (Internal) | 6H (Standard), 4H (Precision) | Checked with Plug Gauge |
| Tolerance Class (External) | 6g (Standard), 4g (Precision) | Checked with Ring Gauge |
| Methods | Cut, Rolled, Ground, Milled | Material dependent |
| Compatible Materials | All Metals & Plastics | Specific taps for specific metals |
Threading Methods
| Method | Description | Key Benefits & Applications |
|---|---|---|
| Rigid Tapping | Synchronizing the machine spindle rotation with the feed rate to cut threads using a tap. | Benefit: Highest speed and accuracy for standard holes (M2-M20). App: Electronic enclosures, automotive brackets. |
| Thread Milling | Using a rotating multi-tooth cutter to interpolate the thread path. Can cut ID and OD threads. | Benefit: Can thread hard metals (50+ HRC), precise size control, one tool for multiple sizes. App: Large diameter aerospace parts, blind holes. |
| Single Point Turning | Using a lathe insert to cut the thread in multiple passes. | Benefit: Can generate any custom pitch or diameter. App: Precision shafts, lead screws. |
| Thread Rolling | Cold forming the thread using dies instead of cutting. Displaces material to form the shape. | Benefit: Strongest threads (unbroken grain flow), no chips. App: High-strength aerospace fasteners. |
Design Guidelines for Metric Threads
Thread Depth:
Avoid threading deeper than necessary. A depth of 1.5x to 2x Diameter is sufficient for full strength in steel. Going deeper increases the risk of tap breakage without adding strength.
Blind Hole Relief:
A tap cannot cut threads all the way to the bottom of a blind hole (due to the tap chamfer). Tip: Design the drill depth to be at least 1 pitch length deeper than the required full thread depth.
Countersink / Chamfer:
Always include a 45° chamfer at the start of the hole. This guides the mating bolt and prevents the first thread from bulging out (mushrooming) during machining.
Fine vs. Coarse Pitch:
Coarse (e.g., M10x1.5): Standard, less likely to cross-thread, faster assembly.
Fine (e.g., M10x1.0): Stronger, better for vibration resistance, but easier to strip in soft materials.
Industry Applications
Global Manufacturing
Metric is the standard for virtually all industries outside the USA, including Automotive (German/Japanese specs) and Consumer Electronics.
Robotics
Precision fine-pitch metric threads are used on sensor mounts and optical adjustments for fine tuning.
Medical Devices
Micro-metric threads (M1.0, M1.2) are standard in surgical implants and hearing aids.